

📌 Key Takeaways
The product that earned approval six months ago may not be the product shipping today—small production changes add up invisibly until customers notice the difference.
- Prototypes Hide Scale-Up Problems: Hand-built samples get individual attention that automated assembly lines can’t replicate—what worked once doesn’t prove it works at volume.
- Drift Enters Through Three Doors: Component batches vary within tolerance, process settings shift over time, and test data often isn’t linked to specific units—each gap compounds the others.
- Passing Tests Doesn’t Mean Staying True: Products can clear every quality gate while their distinctive sound flattens toward generic performance that no longer justifies premium pricing.
- Traceability Makes Drift Visible: When test results link to serial numbers through barcodes or QR codes, problems that once took weeks to trace can be identified in hours.
- Golden Samples Need Governance: A reference unit on a shelf isn’t enough—you need documented measurements, defined acceptance bands, and regular re-verification to keep production honest.
When your brand depends on sound quality, preventing invisible drift matters more than proving capability once.
Private-label program owners evaluating manufacturing partners will find practical qualification criteria here, preparing them for the detailed production handoff protocols that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Three warranty claims land on the desk this month. Same model. Same complaint: “It doesn’t sound like the demo unit.” The QA manager pulls a production sample from inventory and compares it to the reference unit approved six months ago. Same model number. Same packaging. The test logs show “PASS.”
But something has changed.
The highs feel muted. The bass response lacks the control that made the original sample stand out during evaluation. When exactly did this happen? The serial numbers offer no answers. The inspection records reveal nothing obvious. Yet the product shipping today is not the product that earned approval.
This is the hidden danger of spec-drift: it compounds quietly, eroding brand differentiation before anyone can point to the moment things went wrong.
What Mass-Production Spec-Drift Actually Means for Private-Label Programs
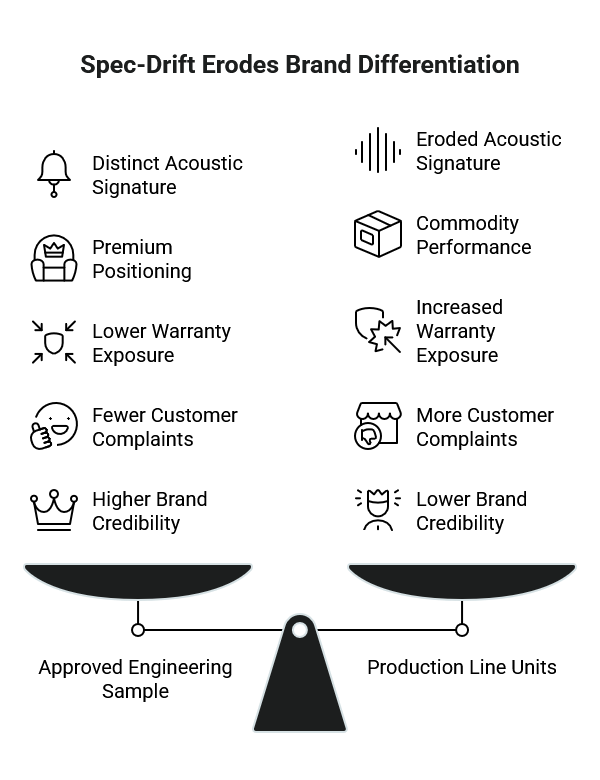
Spec-drift is the gradual divergence between an approved engineering sample and the units coming off a production line. It rarely announces itself. Instead, small tolerance shifts accumulate across components, processes, and testing routes until the shipped product no longer delivers the acoustic signature that made the brand distinct.
The approved sample becomes a shrinking reference—a snapshot of what the product was rather than what it is.
For private-label program owners, this creates a specific problem: the differentiation built into the original design slowly leaks away. The sonic characteristics that justified premium positioning erode into something closer to commodity performance. Warranty exposure increases. Customer complaints rise. Brand credibility suffers.
The challenge is that spec-drift is invisible to standard quality metrics. Units pass functional tests. They meet basic specifications. But the cumulative effect of minor variances across multiple parameters degrades the overall acoustic performance in ways that inspection checklists rarely capture.
Why the Approved Prototype Stops Being the Real Product
The root cause is structural, not random. Prototype assembly conditions differ fundamentally from automated mass production.
When an engineering sample is built, it typically receives individual attention. Components may be hand-selected. Assembly steps follow a careful sequence with immediate verification. The technician building the unit can make real-time adjustments. The result is a product that represents capability—what the design can achieve under controlled conditions.
Mass production operates differently. Automated assembly lines optimize for throughput and consistency at scale. Component selection follows statistical tolerance bands rather than individual verification. Process parameters are set once and maintained across thousands of units. The production environment introduces variables that simply did not exist during prototype development.
This gap between prototype conditions and production reality is where drift enters. A reference sample can hide scale-up challenges because it was never subjected to them. The prototype proves the design works. It does not prove the production system can replicate that performance consistently across extended runs.
This distinction explains why disciplined quality systems matter. Standards such as ISO 9001 are built around controlled processes and consistent outputs, not one-off success. In audio manufacturing, that logic becomes even more important because small production shifts can change what customers actually hear.
Understanding this distinction shifts the question from “Is this a good design?” to “Can this design survive volume manufacturing without degradation?” These are different questions requiring different validation approaches.
The Three Places Drift Usually Enters the Program
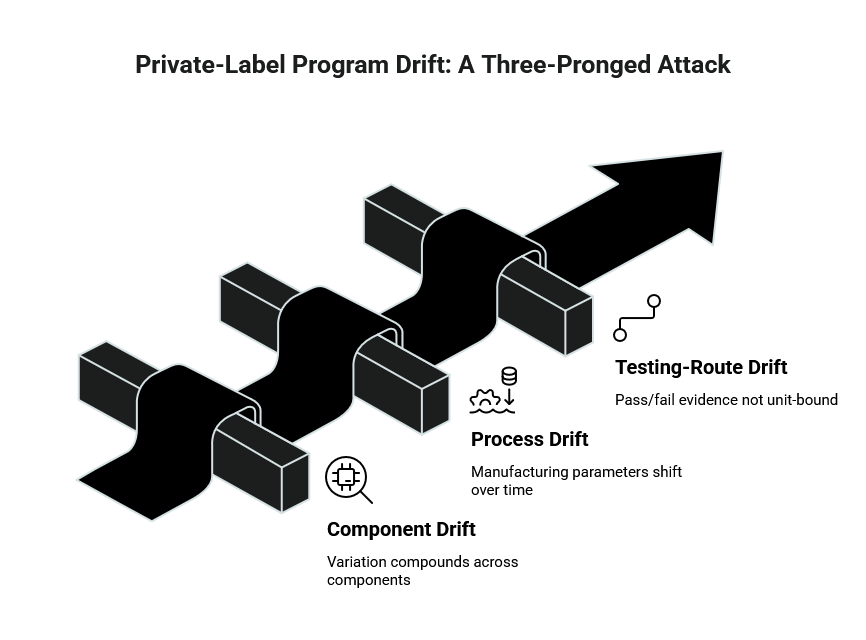
Drift infiltrates private-label programs through three primary pathways. Each represents a distinct failure mode that standard quality processes often miss.
Component drift against the approved benchmark. Raw materials and purchased components arrive within specified tolerance bands—but those bands permit variation. A capacitor rated at ±10% might measure +8% in one lot and -6% in another. Individually, each lot passes incoming inspection. Cumulatively, the variation compounds across multiple components, shifting overall system performance away from the original reference. Without component-level tracking tied to production data, this drift remains invisible until customers notice the difference.
Process drift introduced by automated production versus prototype assembly. Manufacturing parameters shift over time. Solder paste viscosity changes with humidity. Reflow oven profiles drift as heating elements age. Torque settings on assembly fixtures gradually move out of calibration. Each adjustment is minor in isolation. Together, they create a production environment that no longer matches the conditions under which the prototype was validated. The process is still “in control” by standard metrics—but it has moved away from the process that produced the approved sample.
Testing-route drift when pass/fail evidence is not bound to individual units. Production testing often generates aggregate data rather than unit-specific records. A batch passes functional verification, but which specific tests were performed on which specific units? When test data is not bound to individual serial numbers through barcode or QR-code systems, traceability disappears. Units that experienced process anomalies cannot be identified. Root-cause analysis becomes guesswork. The golden sample that defined “good” drifts from a precise reference to a vague memory.
Each pathway compounds the others. Component variation interacts with process variation. Weak traceability prevents detection. The result is a production system that passes inspection while shipping products that no longer match the approved reference.
How Invisible Drift Destroys Brand Differentiation Before It Becomes Obvious
The product still looks correct. It still functions. It still passes quality gates.
What disappears is the sonic consistency that makes a brand recognizable and defensible.
Private-label differentiation depends on delivering a specific acoustic experience that competitors cannot easily replicate. That experience is defined by precise driver parameters, crossover characteristics, amplifier response curves, and enclosure interactions. When production drift shifts these parameters—even slightly—the distinctive sound profile flattens toward generic performance.
The erosion follows a predictable sequence. First, the acoustic signature softens. Your product still occupies the same SKU slot, but it no longer creates the same listening impression that justified the launch. Next, warranty exposure rises because inconsistency often shows up as unstable field performance rather than a clean, easy-to-classify defect. Then the commercial damage arrives. Sales teams lose confidence in strong claims. Buyers become more cautious about reorder decisions. Your product starts to compete more like a commodity and less like a distinctive brand asset.
This creates a dangerous situation. The brand continues selling a product that carries its name and promises its quality. But the delivered experience no longer matches the promise. Customers who compared the original demo unit to competitors made a choice based on performance that production units may no longer deliver.
The warranty claims that follow are symptoms, not causes. By the time field failures spike, the damage to brand perception has already accumulated across thousands of shipped units. The path from “approved sample” to “commodity line” is paved with small variances that nobody measured, tracked, or controlled.
For program owners evaluating manufacturing partners, this reality demands a different set of questions. The issue is not whether a factory can build a good sample. The issue is whether their systems prevent drift once production scales.
What Tighter Tolerance Tracking Looks Like in a Serious Manufacturing Handoff
Preventing spec-drift requires governance, not just inspection. The difference lies in systematic controls that make drift measurable and containable rather than invisible and cumulative.
Golden sample governance with objective test limits. A governed golden sample is not simply a reference unit sitting on a shelf. It includes documented measurement data across all critical parameters, defined acceptance bands, and a protocol for periodic re-verification. Consistency between mass-produced units and the golden reference becomes auditable rather than assumed. This discipline prevents subjective “looks good” approvals from replacing objective validation.
Route-controlled testing with data bound to individual units. When test results link directly to serial numbers through barcode or QR-code systems, every unit carries its own quality history. QR-code production traceability does more than support root-cause analysis after problems emerge. It makes variance visible while the program is still recoverable. If field failures emerge, traceability enables rapid identification of affected production runs and their common process conditions. Root-cause analysis that once took weeks compresses into hours. According to international metrology frameworks, such as ISO/IEC 17025 guidelines on metrological traceability, measurement lineage is foundational to any system where consistency must be proven rather than assumed..
Multi-stage inspection that catches drift at each production phase. Effective quality systems implement checks at incoming materials (IQC), during production (IPQC), and at final verification (FQC). Each gate provides an opportunity to detect variance before it propagates downstream. Reliability testing through destructive power tests and long-term environmental simulation validates that production units—not just prototypes—can withstand real-world conditions. Development methods such as finite element simulation and KLIPPEL R&D validation help prove capability, while ERP/WMS control with FIFO ensures material flow supports traceability.
Clear first-article and production handoff expectations. First-article approval establishes documented launch-readiness criteria before volume production begins. As outlined in standard First Article Inspection (FAI) frameworks—often adapted from stringent Production Part Approval Processes (PPAP)—this discipline confirms that the production process, not just the design, is capable of consistent output. Handoff documentation should specify acceptance criteria, test methods, and the checkpoints that survive staff turnover and production scaling.
These requirements do not guarantee perfect production. They make drift visible, measurable, and correctable before it reaches customers. For private-label program owners, the qualification question shifts from “Can you build this?” to “How do you prevent what you build from changing over time?”
The answer separates manufacturing partners who protect brand differentiation from those who gradually erode it.
If your team is evaluating how this discipline shows up earlier in the program, A Shared Framework for Predictable NPI: Aligning Sourcing and Acoustics on IPQC/FQC Protocols and DFM Inputs for Amplifiers: The Eight Specifications That Most Affect Yield extend the same logic into qualification and ramp readiness.
The approved sample is only the beginning. The brand survives when production can repeat it. Consistently. Verifiably. At scale.
Disclaimer: This content is for informational purposes and should not replace professional engineering or quality management advice.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the China Future Sound Insights Team
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



