

📌 Key Takeaways
Production-ready amplifier manufacturing requires documented proof through AOI, functional testing, and aging—not just equipment claims.
- AOI Needs Coverage, Not Just Presence: Automated Optical Inspection reduces risk only when inspection programmes are versioned, target known defect types, and include clear disposition workflows for flagged units.
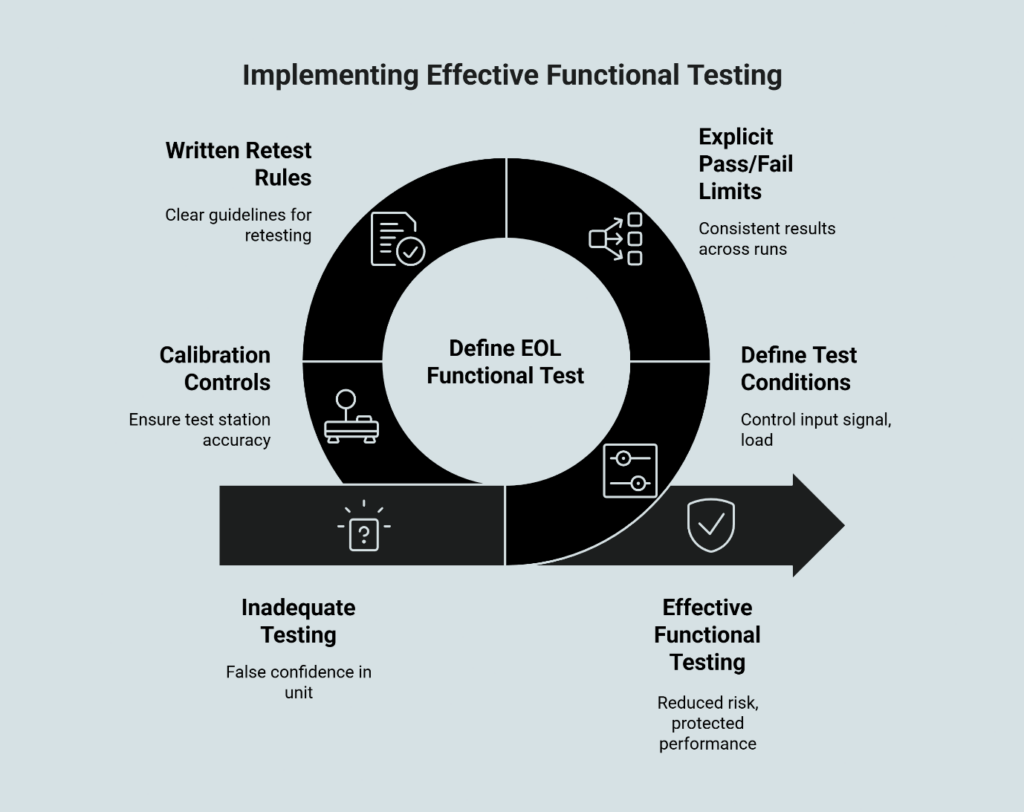
- Functional Tests Must Define Pass Criteria: End-of-line testing protects shipped quality when test conditions, limits, retest rules, and calibration controls are explicitly documented—not left to operator interpretation.
- Aging Surfaces Early Failures When Specified: Burn-in screening adds value only with defined stress conditions, clear pass/fail thresholds, and traceability that enables fast containment if defects emerge.
- Request Outputs, Not Equipment Lists: Supplier evidence packets should include AOI reports, test plan summaries, aging procedure logs, and traceability maps—proving process control rather than capability claims.
Proof = controlled tests + documented outcomes + fast containment.
Brand partners evaluating OEM amplifier suppliers will gain clarity on evidence-based qualification here, preparing them for the detailed supplier assessment framework that follows.
The pilot line is running, and the first units are coming off the conveyor. You see a red “Fail” banner flash on the end-of-line screen during a critical run. Your program manager is asking for a status update, but you don’t just need to know if the unit failed—you need to know if the failure is a random component defect or a systemic assembly flaw that will haunt your warranty margins for the next three years.
Production-ready (in OEM/ODM car audio amplifier manufacturing) means the line can build units that match the approved sample repeatedly, under controlled processes, with decision-usable evidence to prove it. It is less like buying a finished product and more like approving an airliner for passenger service—maintenance logs, checklists, and flight tests matter more than a parts list.
A common ramp failure pattern looks predictable: prototypes pass, the schedule tightens, then volume starts and defects “appear” that were always there—just not detected consistently. That creates launch slips, warranty exposure, and internal escalation loops because there is no clean way to isolate root cause. The goal is to turn “production-ready” from a claim into a proof packet: outputs, controls, and decision rules that can be verified before SOP (Start of Production).
When evaluating Amplifier Manufacturers, use the same lens applied to all suppliers: not “What machines exist?” but “What records and controls prove repeatability at scale?”
Production-ready is a claim—proof is a system
Three gates tend to carry outsized leverage for amplifier programs:
- AOI (Automated Optical Inspection): visual verification of PCB assembly quality at speed, intended to catch placement and soldering defects—such as missing components, incorrect polarity, or solder bridges—before they reach functional testing.
- Functional test (often EOL, End-of-Line verification): confirms the finished amplifier behaves within defined limits under controlled conditions.
- Aging (burn-in / stress screening): uses time and stress to surface early-life failures—valuable only if pass/fail criteria and traceability make results actionable.
Each gate matters, but none is sufficient alone. “Production-ready” is demonstrated when those gates are specified, controlled, and traceable—and when failure handling is defined well enough that ramp does not devolve into rework chaos. Quality systems built around IQC (Incoming Quality Control), IPQC (In-Process Quality Control), and FQC (Final Quality Control) provide the framework, but the evidence those systems generate determines whether your program scales smoothly or stumbles.
Myth vs Reality: What AOI proves (and what it does not)

Myth: AOI means quality is handled
AOI is frequently treated as a checkbox: “There is AOI, therefore assembly defects are controlled.”
Reality: AOI is only as strong as coverage, control, and disposition
AOI reduces risk by catching many assembly defects early, but it does not guarantee a stable ramp unless three things are true:
- Coverage is intentional: the inspection program targets known risk areas (fine-pitch, polarity-sensitive parts, connectors, solder joints with known sensitivity).
- Programming is controlled: the inspection library and thresholds are versioned and change-managed, not adjusted ad hoc to “keep the line moving.”
- Defects are dispositioned consistently: AOI results must flow into a defined decision tree (rework, scrap, engineering review, containment), not informal judgment calls.
Evidence to request: what an AOI output should show
Ask for outputs, not an equipment list. Decision-usable AOI evidence typically includes:
- AOI program identification: revision, date/time deployed, board/side identifiers
- Coverage summary: what is inspected vs excluded, and why
- Defect taxonomy: categories used (e.g., missing, wrong value, polarity, solder bridge, tombstone)
- Disposition records: what happened to flagged units and who approved exceptions
- Linkage to traceability: lot/serial association so issues can be contained quickly
AOI can miss defects that require electrical stimulus (marginal solder joints under load, intermittent connections), defects obscured by component bodies (which may require X-Ray/AXI), or defects outside its configured scope.
Use Factory Evaluation for Amplifier Manufacturing: A Shareable Thirty-Point Checklist to keep the conversation anchored on evidence and process controls rather than tours and tool lists.
Myth vs Reality: What functional test proves (and what it does not)
Myth: Functional test is just powering on
A “power-on test” can create false confidence: the unit turns on, therefore it is good.
Reality: EOL functional test must be defined to protect shipped-unit performance
EOL (End-of-Line) functional test reduces risk only when it is specified like a contract:
- Test conditions are defined: input signal, load conditions, supply conditions, thermal state, and setup states are controlled.
- Pass/fail limits are explicit: the line cannot “interpret” results differently run-to-run.
- Retest rules are written: how many attempts, what changes are allowed (if any), and when a unit is quarantined.
- Calibration and fixture controls exist: otherwise, the test station becomes the variable.
For an amplifier, this means verifying signal-to-noise ratios, distortion thresholds at rated power, and protection circuit triggers (thermal, short-circuit, and DC offset). High-precision tools such as the Audio Precision (AP) system combined with programmable power supplies (or equivalent calibrated sources) ensure measurement accuracy and repeatability across production runs.
Evidence to request: test plan summary + sample output record + failure handling rules
A practical evidence request usually includes:
- Functional test plan overview: what is tested and why it matters (decision-maker altitude)
- A sample test record: anonymized if needed, but showing actual fields captured
- Station control details: fixture ID, firmware/software revision, calibration status
- Failure workflow: quarantine logic, rework loops, and escalation thresholds
- Traceability linkage: how the record maps back to a unit/lot
For a deeper explainer on how EOL evidence reduces DOA risk without creating bottlenecks, use ATE & End-of-Line Testing for Amplifiers: Reducing DOA Without Slowing Ramp.
Myth vs Reality: What aging proves (and how to keep it from becoming wasted time)
Myth: Aging is optional or purely a time penalty
Aging is sometimes dismissed as “extra time with unclear value,” especially under schedule pressure.
Reality: Aging is a risk-reduction gate only when criteria + traceability make it actionable
Aging (burn-in / stress screening) is most valuable when it is designed to answer a simple question: Do early-life failures show up before shipment, and can they be contained quickly if they do?
Aging becomes wasted time when it is undefined (“run it for a while”) or disconnected from decision rules. Running an amplifier at 10% power in a room-temperature warehouse is often insufficient for stress screening; it typically fails to generate the thermal cycles necessary to precipitate latent defects. Effective aging uses stress conditions that surface infant mortality failures— components that would have failed within the early operation window (typically the first 24 to 168 hours, depending on component stress profiles)—before they reach the end consumer.
Aging becomes valuable when:
- Conditions are specified: stress factors, operating state, duration windows, and monitoring points
- Pass/fail criteria are clear: what constitutes a failure, and what triggers quarantine
- Results are tied to traceability: unit/lot association allows containment and root-cause isolation
At China Future Sound, aging is treated as a risk-reduction gate, not a formality. The evidence-based approach ensures that time spent in stress screening generates actionable data rather than schedule delays.
Evidence to request: defined conditions + pass/fail + linkage to traceability
Request:
- Aging procedure summary: stress conditions and monitoring checkpoints
- Pass/fail definitions: what is measured/observed and how failures are handled
- Recording format: how outcomes are logged (per unit/lot)
- Containment mechanics: how suspect material is isolated and released
To align aging expectations before tooling and avoid ambiguity later, use Thermal & Reliability Expectations to Set with Your OEM Amplifier Supplier Before Tooling.
The Proof Checklist (CRA): Claims vs Evidence vs Risk
| Claim (what the supplier says) | Evidence to request (artifact/output, not equipment list) | Decision risk if missing (what can go wrong at ramp) |
|---|---|---|
| “AOI is in place.” | AOI program revision history, coverage summary, defect taxonomy, sample AOI report with disposition fields | Defects escape or get “tuned out,” creating hidden drift and inconsistent escapes across runs |
| “We do functional testing.” | EOL test plan summary, sample test record fields, fixture/station control (software rev + calibration status), retest rules | Units pass inconsistently; failures become debates; DOA/field issues surface without fast isolation |
| “We run aging/burn-in.” | Defined aging conditions, pass/fail criteria, per-unit/lot logging format, quarantine/release decision rules | Time is consumed without learning; early failures still ship; containment becomes slow and costly |
| “Traceability is supported.” | What is traceable (unit/lot/component), how test records link to serials, example trace lookup output | Root-cause isolation slows; containment widens; warranty exposure grows because affected population is unknown |
| “Quality gates are mature.” | Gate definitions across build stages, sample gate records, escalation thresholds and ownership | Gatekeeping becomes informal; late surprises appear during ramp; schedule slips increase |
| “Changes are controlled.” | ECO (Engineering Change Order) workflow, approval matrix, cut-in plan format, revision control approach | Uncontrolled substitutions or edits create performance drift, rework, and inconsistent builds |
How to use this proof in an RFQ or supplier review
Translate the checklist into a simple request: a supplier evidence packet tied to program milestones. This keeps evaluation outcome-led and reduces ambiguity across procurement, engineering, and quality.
RFQ / review integration approach (practical and repeatable):
- Specify artifacts by name: AOI coverage summary, EOL test plan + sample record, aging procedure + logging format, traceability map. This aligns to documented quality gates + test evidence.
- Require revision control: artifacts must show revision identifiers and effective dates. This supports change control discipline and prevents “good sample, drifting ramp.”
- Ask for decision rules, not narratives: retest limits, quarantine triggers, release approvals. This improves escalation paths and reduces ramp-time debates.
- Tie evidence to milestone governance: request these outputs before pilot approval and again before SOP. This supports NPI milestone governance without adding administrative overhead.
- Define what “production-ready” means operationally: the definition should be evidence-based (controlled tests + traceability), not equipment-based.
A supplier that can produce clean, consistent evidence artifacts is typically easier to scale with—because the program has a shared language for acceptance, containment, and change.
Explore our guides to learn more about our co-development and engineering alignment processes.
For background on who publishes this guidance, visit About China Future Sound. China Future Sound (CFS) publishes manufacturing and program-risk guidance for OEM/ODM audio teams.
FAQ
What does AOI catch in amplifier PCB assembly, and what can it miss?
AOI is designed to catch many placement and solder-related defects early, but it can miss issues outside its configured coverage or defects that only appear under electrical or thermal stress. The decision lever is the AOI output: coverage, revision control, and disposition discipline.
What should an end-of-line functional test record include to be decision-useful?
A decision-useful record shows controlled conditions, explicit pass/fail criteria, station/fixture identification (including software revision and calibration status), retest rules, and a clear linkage to unit/lot traceability.
What is aging (burn-in) supposed to prove before volume ramp?
Aging is intended to surface early-life failures before shipment. It matters most when conditions and pass/fail criteria are defined and results are logged in a way that enables fast containment and root-cause isolation.
What evidence should be requested to validate a “production-ready” claim?
Request outputs that prove control: AOI coverage and reports, EOL test plans and sample records, aging procedures and logs, traceability mapping, and ECO workflow artifacts with cut-in plans.
Our Editorial Process
China Future Sound publishes risk-first, evidence-led manufacturing guidance focused on predictable ramps, controlled change, and warranty protection. Content is written to prioritize practical decision-making utility: what to request, what to verify, and how to reduce program risk through clear gates and documented evidence.
By China Future Sound Editorial Team. China Future Sound publishes risk-first, evidence-led guides for OEM/ODM and private-label amplifier programs—focused on predictable ramps, controlled change, and warranty protection.



