
📌 Key Takeaways
Phase-gate checklists turn “we think it’s ready” into “we can prove it’s ready”—catching problems before they get expensive to fix.
- Each Phase Answers a Different Question: EVT asks “does the concept work,” DVT asks “can we build it the same way twice,” and PVT asks “can the factory build it at scale without help from engineering.”
- Evidence Changes at Every Stage: Lab test results that proved your design works in EVT won’t prove you can build it consistently in DVT—each phase needs its own type of proof.
- Document What “Good” Looks Like: A golden sample with signed-off specs becomes your quality reference, so “acceptable” isn’t a matter of opinion later.
- Assign One Owner Per Checklist Item: When “the team” is responsible, nobody is accountable—each line needs one name attached to it.
- Exceptions Need Paper Trails: Waivers happen, but they must be documented with risk notes and expiration dates so they don’t become permanent gaps.
Catching problems at EVT costs a fraction of fixing them at production ramp.
Product managers, sourcing directors, and hardware leads overseeing contract manufacturing will find a ready-made validation framework here, preparing them for the detailed phase checklists that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
9:00 AM on a Tuesday. The Sourcing Director opens a test report from the EVT sample batch. Thermal failures across the board. The Q4 launch that looked locked three weeks ago just slipped into next year.
This scenario plays out at audio brands more often than anyone admits. The prototype worked perfectly on the engineering bench. The design review went smoothly. Yet somewhere between “approved sample” and “first production run,” the wheels came off.
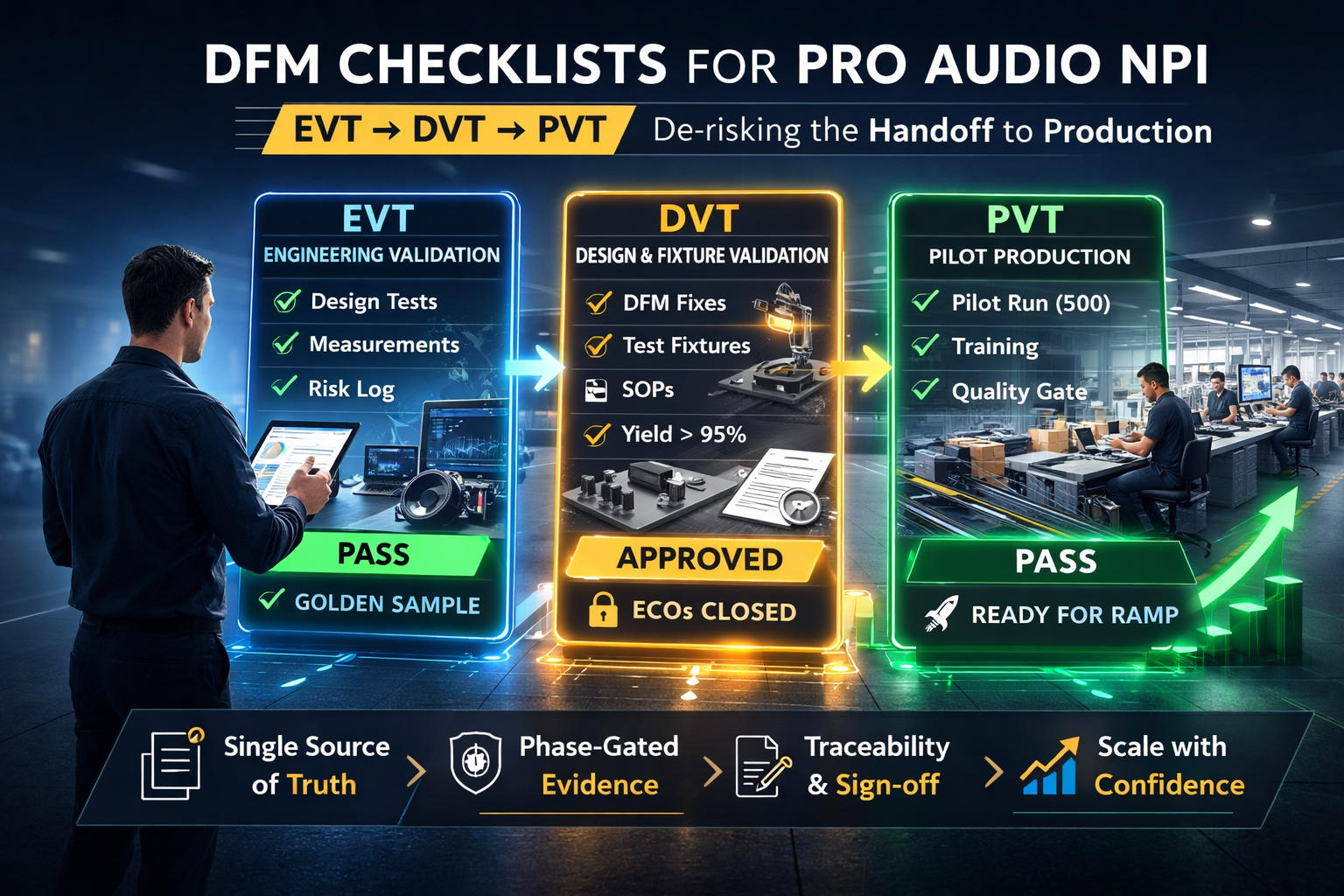
The handoff between validation phases is where bottlenecks typically emerge. Not because teams lack skill, but because expectations aren’t explicit. A DFM checklist transforms vague readiness into documented gates—proving a design is ready to advance, not just hoping it is.
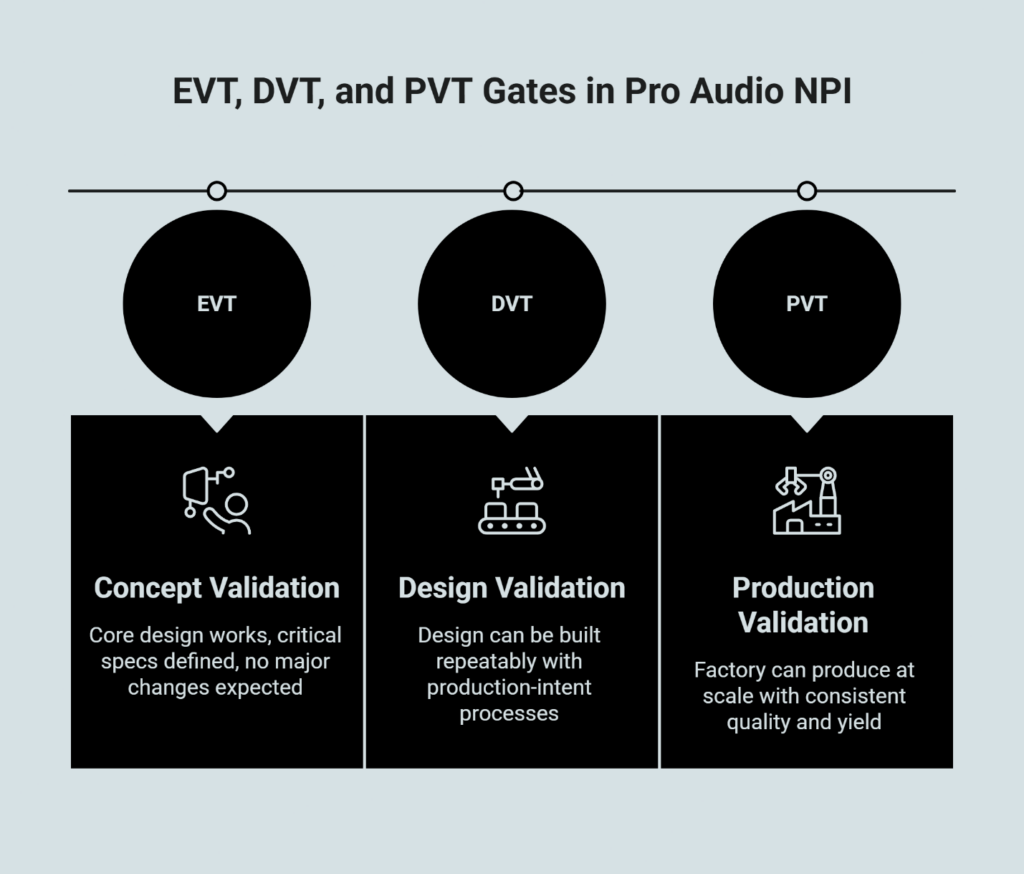
A Design for Manufacturing (DFM) checklist for pro audio NPI is a phase-gated set of verification points that confirms a product can be built repeatably at each stage—EVT, DVT, and PVT—before resources commit to the next milestone. Each phase answers a different question: EVT asks “does the concept work,” DVT asks “can we build it consistently,” and PVT asks “can the factory produce it at scale.”
Why Pro Audio NPI Handoffs Fail (and Why DFM Checklists Fix It)
The Hidden Cost of “It Worked on the Bench”
Engineering teams naturally optimize for function. They prove the acoustic design hits its targets, the amplifier stays stable under load, the enclosure achieves the right resonance characteristics. This is necessary work—but it answers only half the question.
The other half: can a contract manufacturer build this 500 times without the original engineer standing over the line? Pro audio hardware involves tight acoustic tolerances, electro-mechanical assemblies, thermal management under sustained loads, and EMC sensitivity that cheaper consumer products can ignore. When any of these elements depends on tribal knowledge rather than documented specifications, the handoff becomes a guessing game.
Three Dynamics That Compound the Problem
Pro-audio development creates particular vulnerability to handoff failures because of how disciplines interact:
Hidden coupling between disciplines. A mechanical change affects acoustics. A PCB change affects EMC. A heatsink change affects fit-up, fasteners, and thermal stability. These interdependencies mean that a “small” change in one domain can cascade into failures across others—often discovered only at the next validation phase.
Uncontrolled interpretation at the factory. When drawings, tolerances, acceptance criteria, and test limits are ambiguous, suppliers fill the gaps. They rarely fill them the way engineering intended. What seemed obvious in a design review becomes a source of variation on the production floor.
Late-stage “fix it in production” thinking. When EVT issues are permitted to roll into DVT, and DVT issues roll into PVT, ramp becomes an expensive discovery process rather than a controlled scale-up.
Phase Gates as Risk Containment, Not Paperwork
The purpose of a DFM checklist isn’t compliance theater. It’s risk containment. Each gate forces a decision: either the evidence exists to advance, or it doesn’t. This discipline prevents the “we’ll fix it in production” mindset that turns pilot runs into extended troubleshooting sessions.
DFM checklists counter these dynamics by enforcing a single rule: no phase exit without defined artifacts and objective evidence. This approach aligns with widely used manufacturing-readiness practices that validate whether a product can be built consistently before scale, not after. The purpose of PVT, for example, is commonly understood as validating production readiness before mass production begins. (Formlabs)
For brand partners evaluating manufacturing relationships, the presence of rigorous phase gates signals process maturity. Suppliers who skip gates to compress timelines often generate the delays they promised to avoid.
EVT vs. DVT vs. PVT: What “Ready” Means at Each Gate
EVT: Proving the Core Design Concept
Engineering Validation Testing confirms that the fundamental design works. At this stage, you’re answering whether the acoustic performance, thermal behavior, and electrical function meet design intent. Parts may be hand-built, tolerances may be loose, and assembly methods may not reflect final production. That’s acceptable—EVT is about concept validation, not manufacturing readiness.
“Ready to exit EVT” means: design intent is proven, critical specifications are defined, and no fundamental architecture changes are expected.
DVT: Proving the Design Can Be Built Repeatably
Design Validation Testing shifts focus from “does it work” to “can we build it the same way twice.” Now you’re using production-intent tooling, production-intent components, and production-intent assembly methods. DVT samples should come off a process that resembles the final line—not from a lab bench.
“Ready to exit DVT” means: the design can be built with acceptable yield using defined processes, and test coverage exists to catch defects before shipment.
PVT: Proving the Factory Can Produce at Scale
Production Validation Testing is the final gate before Start of Production (SOP). The factory runs pilot builds using final work instructions, trained operators, and production-rate tooling. PVT answers whether the quality system can sustain the yield and consistency targets across volume production. This validation step aligns with widely used “part/process approval” frameworks—such as AIAG’s Production Part Approval Process—that focus on demonstrating consistent quality during a representative production run. (AIAG)
“Ready to exit PVT” means: the factory has demonstrated capability, incoming inspection catches critical part variation, and the quality system can maintain standards without engineering intervention.
The Mindset Shift Across Phases
The biggest operational takeaway: each phase changes the definition of “evidence.” EVT evidence may be lab-based. DVT evidence must be build-repeatable. PVT evidence must be process-stable. Understanding this progression prevents teams from carrying forward validation artifacts that answered the previous phase’s question but don’t address the current one.
EVT DFM Readiness Checklist
At EVT, you’re confirming the design concept is sound and identifying what must be locked before investing in production tooling. The checklist should focus on technical feasibility and manufacturability risks that must be confronted early—thermal margin, EMC exposure, test access, and assembly stack-ups.
| Check | Why It Matters | Owner | Evidence Required | Pass Criteria |
|---|---|---|---|---|
| Requirements and acceptance criteria defined (audio, safety, thermal, EMC targets) | Avoids moving goalposts and subjective sign-offs | PM / Engineering | PRD excerpt + test plan | Targets and test methods documented and agreed |
| Core acoustic targets met | Validates design intent before tooling investment | Acoustics Engineering | KLIPPEL or SoundCheck measurement data vs. spec | Within ±2dB to ±3dB of target response for standard production units, or ±1dB for reference-grade studio monitors; repeatable setup defined with environmental variables (temperature/humidity) documented |
| Acoustic validation approach defined | Ensures acoustic performance is measurable and repeatable | Acoustics | Measurement plan with fixture specs | Repeatable setup defined; tolerances and limits documented |
| Enclosure concept validated | Prevents late structural redesigns | Structure Team | Prototype measurements, simulation correlation | No unexpected resonances or air leaks |
| Thermal profile under worst-case load | Catches cooling inadequacy before DVT | Electronics Engineering | Thermal imaging and thermocouple data at 40°C ambient simulation, run-to-protection test under 1/8th power or pink noise per IEC 62368-1 | Junction temperatures maintained at ≥20°C margin below maximum rated limits under worst-case thermal load |
| EMC/ESD risk assessment initiated | Early layout and grounding choices are expensive to change later | Electronics Engineering | EMC risk checklist + layout notes | High-risk areas flagged; planned mitigations documented |
| PCB layout manufacturable | Avoids DFT access issues and reflow problems | Electronics Engineering | DFM review report from supplier | No DFM violations flagged |
| Mechanical stack-up and fastening concept reviewed | Fit failures become rework and acoustic drift | Mechanical Engineering | CAD + tolerance notes | Critical interfaces identified; no unresolved interference risks |
| Connector/cable strategy defined | Prevents late harness changes that break fixtures | Design Lead | Interface control drawing | All connectors specified, no TBDs |
| BOM risk review completed | Flags lead-time and availability risks; prevents supply-driven redesign late in DVT | Procurement | BOM with risk notes | Alternates identified for long-lead parts; top risks have mitigation plan |
| Test concept feasible | Confirms automated testing is possible | Test Engineering | Test coverage analysis | Functional test points accessible |
| Prototype build learnings captured | Prevents repeating the same mistakes in DVT | Engineering / Manufacturing | Build log + issue tracker | Issues have owners; closure criteria defined |
| Change control initiated | Reduces mystery revisions across teams | PM / Engineering | Rev scheme + doc custody | Single source of truth for files; revisioning established |
This phase should also establish what remains flexible and what must be frozen. Enclosure dimensions that affect tooling: freeze early. DSP tuning parameters: can iterate longer.
EVT gotchas specific to pro audio:
- Thermal pass in open-air, fail in enclosure. Specify enclosure configuration for thermal tests and define “worst-case” conditions explicitly. Pro audio equipment often operates in unconditioned environments—outdoor festivals, cramped rack rooms—so thermal margins must account for component aging and extreme ambient conditions.
- Acoustic pass on one golden unit, drift on a second. Define acoustic tolerance bands appropriate to the product category and measurement repeatability requirements early—fixture position, mic placement, and calibration method all matter.
DVT DFM Readiness Checklist
DVT confirms the design can be built repeatably. This is where tolerance stack-ups, process variability, and test coverage become critical. The DFM emphasis shifts to controlled tolerances, stable suppliers, validated assembly steps, and measurable acceptance criteria that survive operator variation.
| Check | Why It Matters | Owner | Evidence Required | Pass Criteria |
|---|---|---|---|---|
| Design freeze scope defined | Prevents uncontrolled churn during validation | PM | Freeze memo + change thresholds | Freeze boundaries published; exceptions require approval |
| Critical-to-quality (CTQ) characteristics identified | Makes “quality” measurable rather than subjective | QA / Engineering | CTQ list mapped to tests | CTQs have test methods, limits, and sampling rules |
| Tolerance stack-ups analyzed | Prevents fit failures at volume | Structure Team | Stack-up analysis with worst-case dimensions and Cpk calculations | All CTQ mechanical interfaces achieve Cpk ≥1.33 (4σ); non-critical dimensions may remain at 3σ provided no interference occurs at worst-case stack-up limits |
| Build-to-build consistency demonstrated | Proves process stability | Manufacturing Engineering | Data from 10+ unit builds | Key parameters within control limits |
| EMC pre-compliance passed | Catches grounding and shielding issues early | Electronics Engineering | Pre-compliance test report | Pass with margin for production variation |
| PCB layout and assembly constraints aligned to standards | Removes ambiguity in assembly quality language | Electronics Engineering / Supplier | IPC class/criteria selection + notes | Acceptance criteria agreed using IPC references where applicable |
| Supplier process capability risks reviewed | Weak suppliers create DVT noise and PVT instability | Sourcing / QA | Supplier capability review notes | High-risk parts have mitigation (alternate, tighter spec, or process control) |
| Thermal validation on production samples | Confirms cooling works with real assembly | Test Engineering | Thermal data from DVT units, not prototypes | Meets spec across sample population with documented margin |
| Fixture and tooling plan defined | Repeatability requires controlled tooling | Manufacturing Engineering / Acoustics | Fixture drawings + plan | Fixtures designed; build/test repeatability target stated |
| Test fixture proven | Prevents line bottlenecks at ramp | Test Engineering | Fixture validation report | Cycle time meets target, repeatability confirmed |
| DFT validated at board and system level | Enables production control and traceability | Test Engineering | Test spec + limit table | Test coverage includes CTQs; limits version-controlled |
| Reliability validation plan initiated | Finds fatigue and mechanical failures before scale | QA / Engineering | Reliability plan (thermal cycling, vibration) | Test matrix documented; pass criteria defined |
| Golden Sample approved | Locks reference standard for quality | QA / Brand Partner | Signed golden sample with documented specs | Dual sign-off on reference unit |
| Assembly work instructions drafted | Enables repeatable builds | Manufacturing Engineering | Preliminary work instructions | All critical steps documented with photos; torque and adhesive specs included |
| Incoming QC criteria defined for critical parts | Catches supplier variation before assembly | QA | IQC sampling plan | Criteria exist for top 5 yield-risk components |
| Engineering change control workflow active | Prevents silent changes between builds | PM / Engineering | ECO log | All changes tracked with rationale and disposition |
The Golden Sample serves as the reference for all future builds. Without it, “acceptable quality” becomes a matter of opinion. For more on avoiding single-sample bias, see The Golden Sample Trap: Why One Perfect Unit Isn’t Enough.
DVT gotchas including organizational friction:
- Sourcing pushes for a substitute component “equivalent on paper.” Symptom: late acoustic/EMC drift or thermal regression. Preventive check: any substitution touching CTQs requires formal ECO plus re-validation evidence.
- Work instructions exist, but critical parameters are missing. Symptom: high variation in torque, adhesive bead, gasket compression, or connector seating. Preventive check: require explicit torque/adhesive specs and evidence of repeatability.
For more on aligning these functions, see Aligning Engineering and Procurement Priorities.
PVT DFM Readiness Checklist
PVT is the final validation before volume production begins. The factory must demonstrate it can sustain quality without constant engineering support. The product should already work; the question is whether the process consistently builds conforming product.
| Check | Why It Matters | Owner | Evidence Required | Pass Criteria |
|---|---|---|---|---|
| Process flow finalized (from IQC to pack-out) | Defines where variability can enter | Manufacturing / QA | Process flow chart | Flow covers inspections, rework loops, and traceability points |
| Control plan defined for CTQs | Ensures ongoing control, not one-time success | QA | Control plan | CTQs have sampling, method, limits, and reaction plan |
| Pilot run completed at target rate | Proves line capacity | Manufacturing | Pilot build log with cycle times | Met 80% of target rate with acceptable yield |
| First-pass yield within target | Validates process capability | QA | Yield data from pilot batch | FPY meets agreed threshold |
| Incoming inspection plan aligned to risk | Catches supplier variation before assembly | QA | IQC checklist | High-risk components have clear acceptance rules |
| In-process checkpoints defined | Catches drift early | QA / Manufacturing | IPQC checklist | Checkpoints tied to CTQs and failure modes |
| Work instructions finalized | Prevents operator-dependent quality | Manufacturing Engineering | Signed-off work instructions | All steps verified on trained operators |
| Operator training completed | Reduces skill-dependent variation | Manufacturing | Training records | All production operators signed off |
| End-of-line test coverage complete | Prevents DOA shipments | Test Engineering | Test coverage analysis vs. failure modes | Coverage meets agreed functional requirements |
| Final test and pack-out acceptance criteria locked | Prevents “ship now, debug later” | QA / Test | Final test limits + audit plan | Limits controlled by revision; audit rules set |
| Test fixtures validated for repeatability | A bad fixture creates false failures or false passes | Test Engineering | GR&R / repeatability evidence | Fixtures meet repeatability target; calibration plan exists |
| Golden sample governance and limit samples defined | Avoids single-unit bias and drift over time | QA / Engineering | Sample governance doc | Reference units, limits, custody, and re-qualification triggers defined |
| Traceability system live | Enables containment if issues arise | Manufacturing / QA | Serial number binding to test data and lot codes | Full bidirectional traceability demonstrated |
| Packaging validated for transit | Prevents shipping damage | Quality / Logistics | Drop and vibration test results | Units arrive undamaged per test protocol |
| Pilot run issues documented and closed | Confirms stability at near-production conditions | Manufacturing / PM | Pilot report | Issues closed or waived with approved risk rationale |
Related reading: The Quality Risk of Rushing to SOP explains why skipping pilot validation causes yield collapse and field failures.
PVT gotchas:
- “Pass” depends on a particular operator or shift. Preventive check: repeatability evidence including fixture validation, training records, and defined process controls.
- Field failures traced to uncontrolled component lots. Preventive check: traceability and IQC acceptance criteria for high-risk components.
Common Gotchas at the EVT→DVT→PVT Handoff
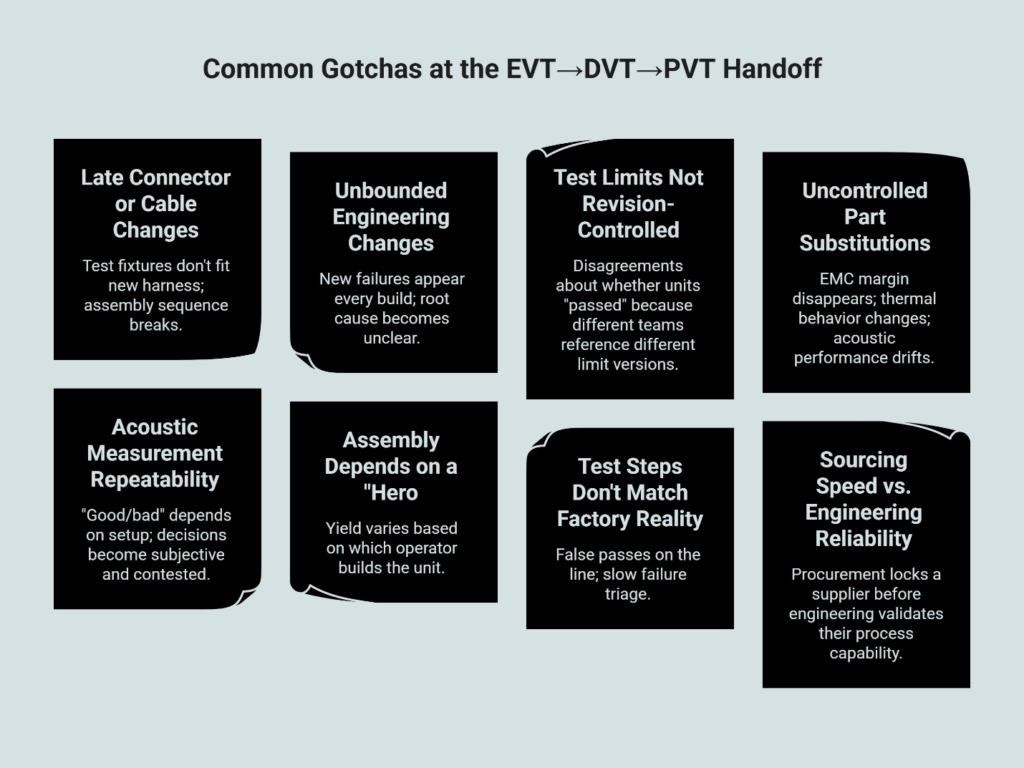
Late Connector or Cable Changes (EVT→DVT)
Symptom: Test fixtures don’t fit new harness; assembly sequence breaks.
Preventive check: Freeze connector specifications before exiting EVT. Require interface control drawings with revision tracking.
Owner: Design Lead
Unbounded Engineering Changes During DVT (DVT→PVT)
Symptom: New failures appear every build; root cause becomes unclear because the baseline keeps shifting.
Preventive check: Define freeze scope at DVT entry. Require ECO workflow with evidence requirements for any CTQ-impacting changes. See Engineering Change Control in OEM/ODM Amplifier Programs for a deeper treatment.
Owner: PM / Engineering
Test Limits Not Revision-Controlled (EVT→DVT and DVT→PVT)
Symptom: Disagreements about whether units “passed” because different teams reference different limit versions.
Preventive check: Maintain limit tables in controlled documents. Calibrate fixtures to documented standards. Tie test logs to specific revision numbers.
Owner: Test Engineering
Uncontrolled Part Substitutions (DVT→PVT)
Symptom: EMC margin disappears; thermal behavior changes; acoustic performance drifts.
Preventive check: Require formal Engineering Change Control for any BOM change after golden sample approval. Tie substitution approval to re-validation evidence for affected CTQs.
Owner: Engineering + Procurement (shared)
Acoustic Measurement Repeatability Not Engineered (DVT)
Symptom: “Good/bad” depends on setup; decisions become subjective and contested.
Preventive check: Define measurement plan, fixture specifications, tolerance bands, and repeatability targets. Validate that different operators get the same results on the same unit.
Owner: Acoustics / Test Engineering
Assembly Depends on a “Hero” (DVT→PVT)
Symptom: Yield varies based on which operator builds the unit.
Preventive check: Work instruction review must include observation of a new operator following the documented steps. If they can’t replicate quality without coaching, the instructions are incomplete.
Owner: Manufacturing Engineering
Test Steps Don’t Match Factory Reality (PVT)
Symptom: False passes on the line; slow failure triage.
Preventive check: Validate test fixtures and procedures on production samples at production rate before PVT sign-off.
Owner: Test Engineering
Sourcing Speed vs. Engineering Reliability (Cross-Phase)
Symptom: Procurement locks a supplier before engineering validates their process capability.
Preventive check: Require QMS evidence and pilot sample approval as gate criteria before supplier lock. This check belongs in the DVT entrance checklist.
Owner: Procurement + Engineering (joint gate)
What to Include in the Handoff Package
A handoff package ensures the receiving team—whether that’s a different factory, a contract manufacturer, or an internal production group—has everything needed to replicate quality without reverse-engineering intent. The goal is to eliminate interpretation gaps and force alignment on “what good looks like.”
Drawing Pack and Revision Control
- Complete mechanical drawings with GD&T
- PCB Gerbers, assembly drawings, BOM with approved vendor list
- Revision history showing what changed from DVT to PVT
Golden Sample Definition
- Physical golden sample(s) with serial number
- Documented specifications: acoustic response, electrical parameters, cosmetic standards
- Dual sign-off record (brand side and manufacturing side)
Critical-to-Quality List
- Top 5-10 characteristics that most affect customer-facing quality
- Measurement method for each characteristic
- Pass/fail criteria with tolerances
Test Specifications and Limit Tables
- Functional test procedure with step-by-step instructions
- End-of-line test limits derived from golden sample data
- Limit tables under revision control
- Named owner for first-article approval sign-off
Work Instructions and Critical Process Parameters
- Assembly sequence with photos
- Torque specs, adhesive application methods, and other critical parameters
- Fixture and tooling definitions with calibration approach
Change Log and Dispositions
- ECO history with rationale for each change
- Disposition records for any exceptions or waivers
Pilot Build Report
- Issue log with closure evidence
- Yield data and cycle time performance
Without this documentation, you’re trusting institutional memory. Institutional memory doesn’t survive personnel changes, supplier transitions, or the passage of time.
Where helpful, referencing industry-standard quality language—such as IPC standards for electronics assembly acceptance criteria—can reduce ambiguity in cross-border handoffs.
How to Operationalize This Checklist
Who Owns Each Line Item
Ownership must be explicit. “The team is responsible” means nobody is accountable. Each checklist line should have a single owner who provides evidence and signs off that the criterion is met.
Typical ownership pattern:
- Design Engineering: Functional specifications, tolerance analysis
- Manufacturing Engineering: Process documentation, work instructions
- Test Engineering: Fixtures, coverage, limits
- QA: Incoming inspection, golden sample governance, yield tracking
- Procurement: Supplier qualification, component availability
When to Run It (and When to Re-Run It)
Run the checklist at each phase gate transition. If a significant design change occurs after a gate has closed, the relevant checklist sections must be re-validated before proceeding.
The checklist is not a one-time exercise. It’s a living document that records what was verified and when.
Handling Exceptions Without Breaking the Gate
Exceptions happen. A component goes end-of-life mid-DVT. A supplier can’t hit lead time. A test fixture needs modification.
The discipline is not “no exceptions ever.” The discipline is: exceptions must be documented, risk-assessed, and approved by the gate owner before advancement. An exception log prevents “I thought someone handled that” failures.
Governance for US-Based Teams Managing Overseas Partners
For brand teams managing overseas production partners, operational discipline often matters more than deeper technical debate. A lightweight governance model keeps the checklist enforceable across time zones:
Single phase owner. One accountable person per phase gate—often the PM or Program Lead—who can make the call on readiness.
Evidence-based gate reviews. Checklist items require artifacts: test reports, released drawings, pilot run logs. Opinions don’t close gates; evidence does.
Exception handling with expiration dates. Any waiver should have a documented rationale and a time-bound corrective plan. Open-ended exceptions become permanent gaps.
Supplier transparency. A shared source of truth for revisions and test limits prevents drift when engineering sits in one time zone and manufacturing sits in another.
This governance model is location-neutral in mechanics but particularly valuable when multi-tier stakeholder groups—engineering, sourcing, QA, and external suppliers—must align quickly without the luxury of walking down the hall.
For foundational guidance on building DFM into your process from the start, see Integrating DFM into the NPI Workflow: Cutting Costs Before Tooling.
De-risk the Gate, Speed Up the Ramp
The paradox of rigorous phase gates is that they accelerate launch timelines. By catching issues at EVT instead of PVT, you avoid the expensive rework cycles that turn three-month ramps into six-month rescues.
For brand partners evaluating manufacturing relationships, these checklists serve a dual purpose. They’re operational tools for your own programs, and they’re evaluation criteria for potential suppliers. A manufacturer who can walk through their phase-gate process with documented evidence signals a fundamentally different risk profile than one who promises speed without structure.
EVT proves feasibility. DVT proves repeatability. PVT proves process stability. That sequence replaces hope with auditable readiness.
The stress of anticipating the next delayed shipment or defective batch isn’t inevitable. It’s the symptom of handoffs that depend on heroics rather than evidence. Replace hope with documentation, and the factory transition becomes predictable.
Ready to discuss DFM readiness for your next pro audio program? Contact China Future Sound to review phase-gate requirements with our engineering team.
Related Resources:
- Amplifier Manufacturers
- China Pro Audio Wholesale
- Speaker Manufacturing
- The Brand Safety Case for Rigorous NPI: Preventing Recalls
Disclaimer: The guidance in this article reflects general DFM practices for pro audio hardware. Specific checklist requirements should be adapted to your product’s technical characteristics and your organization’s quality management system.



