

📌 Key Takeaways
Commodity reselling erodes margins while private label builds defensible brand equity—but only if you phase the transition strategically.
- The 12-Month Phased Plan Protects Cash Flow: Start with 80% wholesale revenue while moving 1-2 SKUs through baseline, sampling, pilot, and controlled ramp with measurable gates at each phase.
- Golden Sample Sign-Off Is Your Quality Insurance: Lock a physical reference unit between DVT and PVT that becomes the contractual standard—every production batch gets compared against it, and deviations beyond ±2dB frequency response trigger automatic holds.
- Total Cost Beats Unit Cost Every Time: Quality inconsistencies create cascading expenses in engineering time, field failures, and lost customer lifetime value that pure BOM comparisons miss completely.
- ISO Systems Plus KLIPPEL Testing Prevent Drift: Verified IQC/IPQC/FQC procedures with automated acoustic testing and barcode traceability enable root cause analysis in days instead of weeks when defects cluster.
- Factory CAPA Metrics Reveal Operational Health: A backlog of 40+ open corrective actions aged 90+ days signals operational distress regardless of what the factory claims about quality commitment.
Structured transitions with contractual quality standards turn private label from a risky bet into a controlled asset-building program.
Online audio retailers evaluating OEM partnerships will find this framework here, preparing them for the detailed phase-by-phase implementation that follows.
Online audio retailers face a persistent challenge. Your catalog might contain hundreds of SKUs, but walk through any competitor’s site and you’ll see nearly identical products at nearly identical prices. The differentiation game becomes a race to the bottom on margin, and the supplier you counted on last quarter may deliver inconsistent quality this quarter—or disappear from production schedules entirely.
Private-label manufacturing shifts this equation. Rather than reselling standardized products under someone else’s brand, you partner directly with a manufacturing facility to create audio equipment carrying your name and meeting specifications you define. Think of it like hiring a ghostwriter for a bestseller. The engineering expertise and production infrastructure come from the factory, but the brand equity—the asset that commands premium pricing and customer loyalty—belongs entirely to you.
Consider a mid-sized retailer managing supplier relationships across four factories. Revenue looks healthy, but profitability tells a different story. A competitor drops prices 15% on a popular subwoofer model, forcing an immediate response that evaporates margin. Then a container arrives with speakers that look identical to the approved sample but sound noticeably different—frequency response has drifted, quality control documentation is incomplete, and now you’re facing field failure rates that damage brand reputation and customer relationships built over years.
A private-label program addresses these specific pain points through a structured manufacturing partnership. You approve specifications, review prototypes, sign off on a Golden Sample that becomes the contractual reference standard, run a pilot production batch to validate supply cadence, then ramp to full production with explicit change control procedures. This isn’t an overnight switch—it’s a phased 12-month transition that protects cash flow while building defensible brand value.
Why Graduate from Reselling to Private Label
Private label converts you from a commodity reseller into an asset-owning brand with pricing power. Brands that control product specifications and presentation gain pricing leverage and customer loyalty that pure resellers cannot match. The question isn’t whether you can mark up a speaker by 20%—anyone can do that temporarily. The question is whether you can defend that margin when the next price war starts, and whether customers will actively seek your brand rather than treating you as an interchangeable source for generic products.
The economics shift dramatically when you account for total cost of ownership rather than just unit price. A supplier offering lower initial costs might seem attractive on a purchase order, but quality inconsistencies create cascading expenses that pure BOM comparisons miss entirely. Engineering time spent troubleshooting undocumented component substitutions, customer service escalations from field failures, and the lifetime value lost when buyers associate your brand with unreliable products—these costs rarely appear in vendor comparison spreadsheets but they show up clearly in annual P&L statements.
Pick SKUs where you can win on tuning, packaging, and supply reliability—not just unit cost. A 10-inch subwoofer in the $150-200 retail segment might be commoditized on specifications alone, but that same driver becomes differentiated when you specify acoustic tuning for particular music genres, design packaging that creates an unboxing experience, and guarantee lot-to-lot consistency through Golden Sample management. You’re building an asset that appears on balance sheets and commands acquisition multiples when you eventually exit.
The “simplicity play” objection deserves attention. Dropshipping from a supplier’s warehouse is operationally simpler than managing private-label development, and speed to market matters when you’re testing new categories. But quality drift happens slowly—over 6 to 12 months—and by the time you notice acoustic performance degradation or cosmetic inconsistency, you’ve already damaged customer relationships. Actually, let’s just say it always happens when quality oversight is absent. It’s that predictable.
This transition requires thinking in programs rather than one-off projects. You’re not buying “units”—you’re building a platform line that you can refresh and extend over multiple product cycles. You’re not just approving artwork—you’re agreeing to engineered specifications tied to a Golden Sample and documented test plan. You’re not chasing a hero product—you’re constructing a foundation for future SKUs in the same family.
The Phased Transition Plan: 12 Months, Not an Overnight Switch
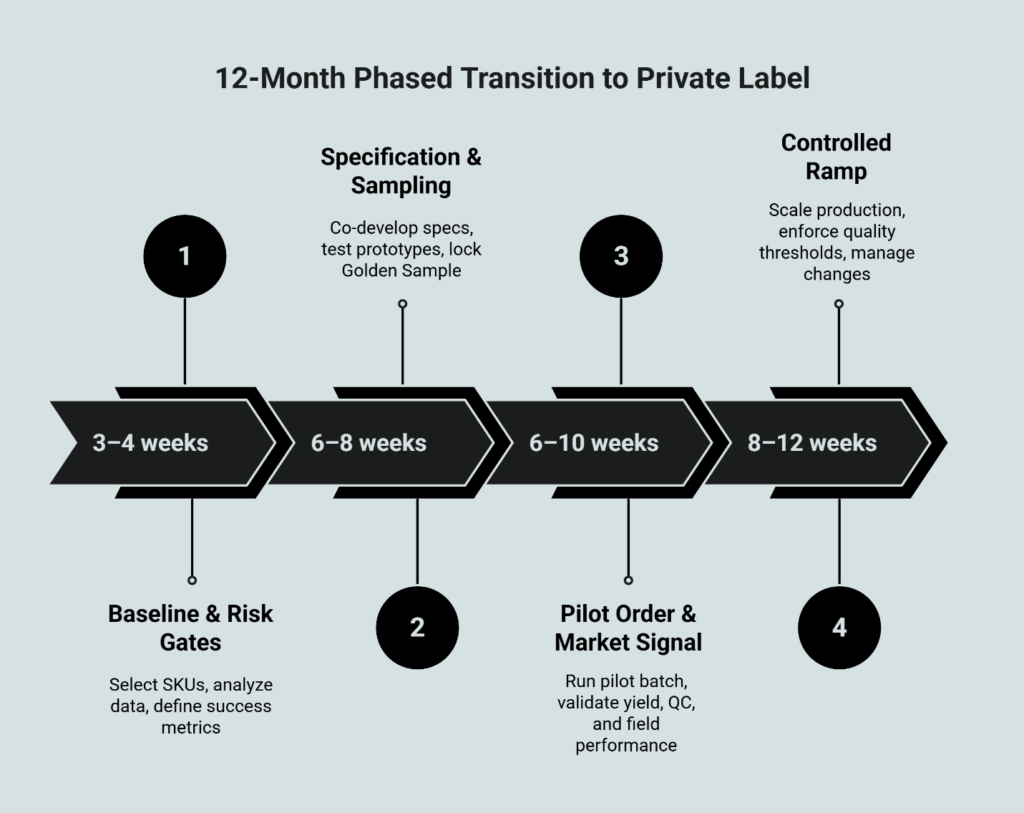
De-risk with a phased plan and measurable gates. Companies that attempt overnight transitions from wholesale to private label typically encounter cash flow strain, quality surprises, or both. The proven approach runs Phase 0 through Phase 3 with Golden Sample sign-off serving as the gateway before any mass production commitment.
Start your transition with a hybrid inventory model: maintain approximately 80% of revenue from established wholesale lines while moving 1-2 carefully selected private-label SKUs through the development pipeline. This ratio protects cash flow since wholesale inventory converts faster, maintains supplier relationships that provide useful negotiating leverage, and limits downside risk if private-label products underperform initial expectations. As private-label SKUs demonstrate sustained velocity and acceptable field performance over 6-9 months, you can shift the allocation toward 70/30 or 60/40 in subsequent years.
Phase 0: Baseline and Risk Gates (3-4 weeks)
Decide where to start and what success criteria will govern the program. The critical decision here is candidate SKU selection—which products in your current portfolio have both proven demand and fixable weaknesses that private label can address.
Analyze your sales velocity data and field failure patterns to identify 1-2 candidate SKUs that meet three criteria: proven demand (at least 12 months of consistent sales), manageable complexity (avoid products with firmware or extensive customization for the first program), and defensible positioning (categories where acoustic tuning or cosmetic differentiation creates competitive advantage).
Define must-win requirements by translating sales patterns into engineering specifications. If your data shows that 70% of subwoofer sales concentrate in sealed enclosures with 600-800W power handling, that becomes the specification anchor. If field failure data reveals that cosmetic damage during shipping drives 40% of defects, that becomes a packaging requirement. This phase prevents the common mistake of developing products based on what seems interesting rather than what the market has already validated.
The deliverable is a concise decision brief naming the candidate SKUs, quantified success metrics (target margin, acceptable field failure rate, lead time windows), and explicit no-go criteria that would halt the program.
Phase 1: Specification and Sampling (6-8 weeks)
This phase centers on the most critical decision in the entire program: defining and approving the Golden Sample that becomes your contractual quality standard.
Co-develop specifications with the factory’s engineering team, focusing on decisions that affect performance and cost: voice coil diameter and wire gauge, magnet structure (ferrite versus neodymium), cone material and surround geometry, and thermal management approach. These specifications directly determine power handling, frequency response, and production cost—avoid specifying unnecessary precision that increases manufacturing complexity without improving customer-perceptible performance.
Review prototype samples against the specification, but understand that early prototypes exist to validate the basic design approach, not to serve as production references. Acoustic measurements using KLIPPEL or Audio Precision systems verify that frequency response, impedance, and distortion characteristics meet targets. Physical inspection confirms that mechanical assembly matches drawings.
Golden Sample sign-off is where specification documents become enforceable manufacturing standards. This physical unit becomes the contractual reference—the single source of truth that defines acceptable quality. Mass production units get compared against this Golden Sample using the same measurement systems, and any deviation beyond agreed tolerances triggers a hold. Without this reference standard, “acceptable quality” becomes a negotiation every time a production batch ships, and quality drift becomes inevitable.
The Golden Sample typically locks in at the transition from Design Verification Testing (DVT) to Production Verification Testing (PVT) in the formal product development cycle. During Engineering Verification Testing (EVT), samples change frequently as the team validates basic architecture. DVT converges on the final design and confirms performance under wider environmental conditions. Once the Golden Sample is approved, PVT scales the line—and every production lot gets checked against that reference before release. This placement keeps the Golden Sample both realistic (incorporating DVT learnings) and stable (not subject to EVT-phase iteration).
Phase 2: Pilot Order and Market Signal (6-10 weeks)
The decision in this phase is go/no-go for full production based on pilot performance data. Run a constrained production batch—typically 500 to 2,000 units depending on the product—that validates manufacturing yield and field performance before committing to larger inventory positions.
Set explicit acceptance criteria for this phase: production yield must exceed 95%, defect rate at final quality control must stay below 2%, and field failure rate during the first 90 days must remain under 1%. These quantitative gates prevent the common pattern where excitement about revenue growth masks deteriorating quality.
Validate both product quality and supply reliability during this phase. Field performance data reveals whether acoustic tuning and mechanical design choices meet customer expectations. Production cadence testing confirms whether the factory can respond to demand signals with predictable lead times—supply reliability matters as much as product quality when you’re building brand reputation and customer loyalty.
The decision point: Does pilot data support scaling to full production, or do quality patterns or supply inconsistencies require design modifications or additional manufacturing controls before proceeding?
Phase 3: Controlled Ramp (8-12 weeks)
This phase tests whether quality systems and change control procedures can maintain consistency as volume scales. The critical decision is setting and enforcing thresholds that trigger investigation when performance degrades.
Scale production volume while maintaining yield and field-failure thresholds established during pilot production. Set explicit acceptance criteria: if production yield falls below 95%, halt and investigate. If field failure rates exceed pilot baseline by more than 50%, halt and investigate. These quantitative gates prevent the common pattern where excitement about revenue growth masks deteriorating quality.
Implement change control through formal ECO (Engineering Change Order) and ECR (Engineering Change Request) procedures. When the factory proposes substituting a different cone material to address component availability, that change requires documentation, sample validation, and explicit approval before implementation. When you request a cosmetic modification to the dust cap, that change follows the same procedure. Change control sounds bureaucratic, but it’s the mechanism that prevents quality drift over time.
The complete timeline spans 12 months from initial planning to steady-state production, though specific duration depends on product complexity and how quickly the factory can allocate engineering resources. Amplifiers with DSP firmware typically require longer development cycles than passive speakers. Products requiring custom tooling (unique basket geometry or magnet structures) add 8-12 weeks versus products built on existing platforms with cosmetic customization.
De-Risking the Program: QA Gates that Protect Your Brand
Golden Sample procedures and ISO-based processes prevent quality drift. The question isn’t whether to implement quality gates—every manufacturing partnership needs them. The question is whether those gates actually protect your brand or just create administrative overhead without improving outcomes.
What matters at decision altitude: ISO9001:2015 certification indicates that the factory operates documented quality management procedures designed to improve process control, reduce waste, and strengthen performance consistency. Certification alone doesn’t guarantee results—verify that IQC (Incoming Quality Control) actually inspects raw materials rather than rubber-stamping supplier certificates, that IPQC (In-Process Quality Control) catches assembly errors before they propagate through production, and that FQC (Final Quality Control) tests every unit or uses statistically valid sampling with documented acceptance criteria.
KLIPPEL QC systems combined with Golden Sample management provide objective, repeatable measurements of acoustic performance. When a production speaker’s frequency response deviates from the Golden Sample by more than 2dB at any frequency, the system flags it automatically—no subjective judgments, no operator interpretation. This test data gets bound to individual units through barcode or QR code systems, creating traceability from acoustic measurements back through assembly line stations to specific raw material lots. If field failures cluster around a particular defect mode, this traceability enables root cause analysis in days rather than weeks.
Reliability testing simulates long-term usage environments through accelerated life testing and destructive power tests. Thermal cycling between temperature extremes identifies mechanical failure modes before they appear in field use. Sustained power testing at rated output reveals thermal management inadequacies. These tests cost money and time during development, but they’re dramatically cheaper than dealing with field failures after you’ve shipped 10,000 units.
Make these quality systems contractual acceptance criteria tied to the Golden Sample. Your purchase order should specify explicit tolerances: “All production units must meet Golden Sample acoustic performance within ±2dB frequency response, ±15% impedance, and 1% THD+N at rated power. Acceptance sampling follows AQL 1.5 per ISO 2859-1. Factory must maintain QMS documentation per ISO9001:2015 and provide test data for all rejected lots.” This contractual language transforms quality from an aspiration into an enforceable requirement with clear pass/fail criteria.
According to research on private label strategies, companies that implement robust quality control systems early in their private-label programs report 30-40% lower warranty costs and significantly higher customer retention rates compared to those that add quality controls reactively after experiencing field failures. The investment in front-end quality systems pays back through reduced warranty exposure and stronger brand reputation.
Customization Menu: More Than a Logo
Differentiate with both visible and invisible customization. Brand identity extends beyond slapping your logo on a generic product—meaningful differentiation comes from decisions that affect how the product looks, sounds, and feels throughout the customer’s entire experience.
Visible Customization
Grill patterns, badge placement, and basket colors create immediate visual differentiation. A diamond-pattern stamped steel grill versus a traditional mesh design costs approximately the same to manufacture but creates distinct visual identity. Custom badge placement—whether embossed on the dust cap or attached to the basket—reinforces brand presence. Basket powder coating in specific Pantone colors adds 2-4 weeks to lead time for initial setup but enables you to match brand color schemes precisely.
Cone and surround materials affect both cosmetics and performance. Paper cones with fiber weave visible on the surface create a “high-end audiophile” aesthetic. Polypropylene cones with metallic flake create a “performance” aesthetic. NBR rubber surrounds in colors beyond standard black enable visual coordination with basket and grill treatments. These material choices carry acoustic implications—discuss trade-offs with the factory’s acoustic engineering team rather than treating materials as purely cosmetic decisions.
Packaging and unboxing experience increasingly influences customer perception, particularly for premium-positioned products. Custom box design with product photography and brand messaging costs $2-5 per unit for the first 5,000 units (decreasing substantially at higher volumes). Branded accessories like speaker wire, mounting hardware in custom packaging, or included acoustic treatment materials create differentiation at modest incremental cost.
Invisible Customization
Acoustic tuning for a brand sound signature matters more than most retailers realize. Two 10-inch subwoofers with identical specifications can sound dramatically different based on motor structure optimization, voice coil former design, and suspension tuning. Some factories can optimize for extended low-frequency response (flatter response down to 25Hz but lower sensitivity), maximum output (higher sensitivity but earlier high-frequency rolloff), or balanced response (compromise between the extremes). This becomes your brand’s sonic signature—customers should be able to identify your speakers in blind listening tests based on characteristic sound rather than just reading the label.
Firmware and DSP presets apply to amplifiers and powered speakers, enabling custom EQ curves, crossover settings, and protection algorithms. A marine amplifier might ship with EQ preset optimized for open-air environments where low frequencies dissipate rapidly. A car amplifier might include custom bass boost curves targeting music genres popular with your customer base. These firmware customizations cost engineering time during development but essentially nothing to replicate across production units.
Select a base platform from the factory’s existing designs, then define visual identity through cosmetic customization and acoustic tuning through engineering collaboration. Link to amplifier production capabilities and speaker manufacturing platforms to understand the breadth of customization options available on proven product architectures.
Clarify where custom tooling applies versus color and material swaps. Changing basket color or grill pattern typically uses existing tooling with different finishing—expect 3-4 week setup time and minimal tooling costs. Designing a completely new basket geometry or magnet structure requires new tooling—expect 8-12 week setup time and $15,000-50,000 tooling investment depending on complexity. Understanding this distinction prevents budget surprises during specification discussions.
Commercial Model: MOQ, Lead Times, and Cash-Flow Hygiene
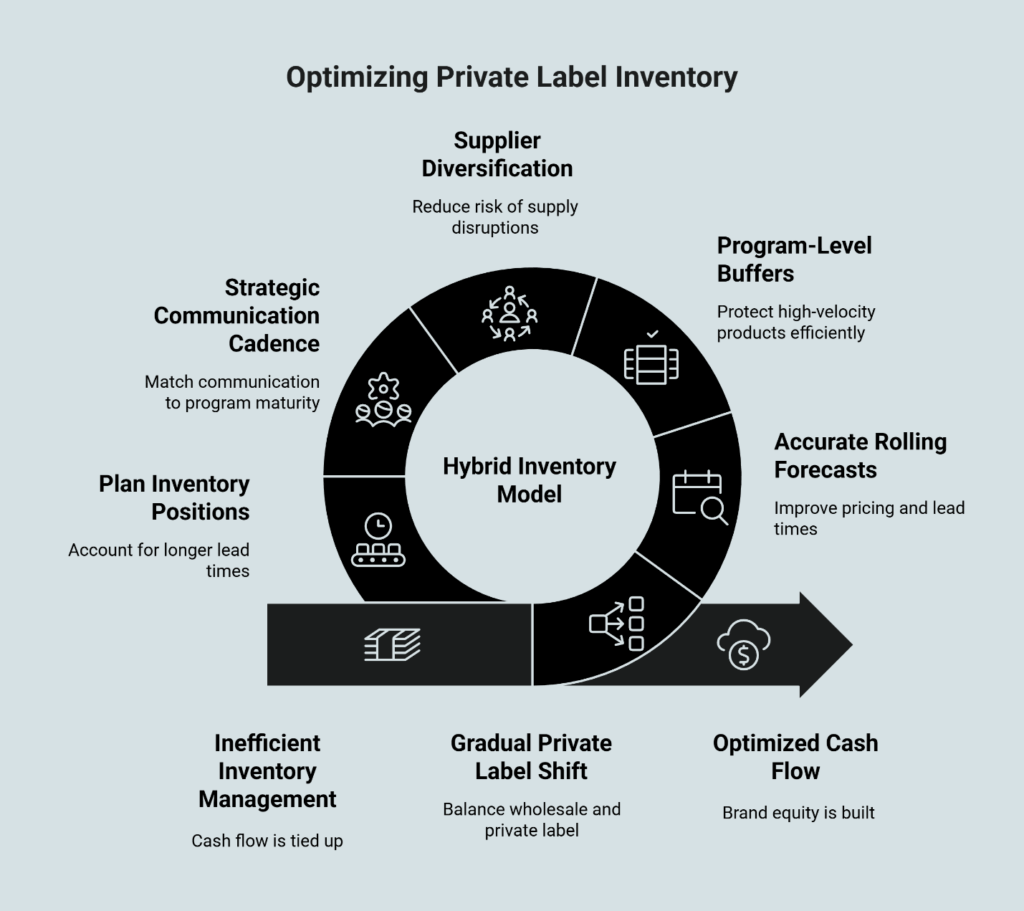
A hybrid inventory model keeps cash flowing while you build brand equity. The mistake most retailers make is treating private label as binary—either continue 100% wholesale or switch to 100% private label. The working approach maintains wholesale relationships while gradually building private-label share as velocity proves out.
Start with 80% wholesale and 20% private label allocation in your first year. This ratio protects cash flow (wholesale inventory converts faster), maintains supplier relationships (useful leverage during negotiations), and limits downside risk if private-label products underperform expectations. As private-label SKUs demonstrate sustained velocity and acceptable field performance, shift the ratio toward 70/30 or 60/40 in subsequent years.
Rolling forecasts matter more than you think. Suppliers and OEM partners both need demand visibility to allocate capacity and purchase raw materials efficiently, but retailers often underestimate how much forecast accuracy affects pricing and lead times. Provide 90-day rolling forecasts updated monthly, with commitment windows defining which portions are firm orders versus planning signals. A common structure: first 30 days are committed purchase orders, days 31-60 are forecast with ±20% flex, days 61-90 are planning signals that enable capacity reservation but don’t create firm commitments.
Maintain program-level buffers rather than building safety stock into every SKU. If your private-label portfolio includes 12 SKUs, carrying 4 weeks of buffer inventory on all 12 ties up substantial cash with minimal risk reduction. Instead, carry 8 weeks of buffer on your top 3 SKUs (which probably represent 60-70% of volume), 2 weeks on the next 6 SKUs, and order the slowest 3 SKUs only when you need them. This buffer structure protects against supply disruptions on high-velocity products while avoiding capital waste on slow movers.
Research from NIST on supply chain resilience highlights that relying heavily on a single supplier without diversification or buffers exposes operations to severe disruptions when unexpected events occur. With a manufacturing partner like China Future Sound—whose facility produces 5,000 speakers and 1,000 amplifiers daily across multiple platforms—diversification can mean splitting demand across complementary product lines or planning alternate component options that still align with the Golden Sample specifications.
Supplier communication cadence should match program maturity. During pilot production and initial ramp (Phases 2-3), weekly check-ins verify that production schedules, quality metrics, and logistics plans stay on track. Once production reaches steady state, biweekly or monthly reviews suffice unless quality issues or capacity constraints emerge. These communications shouldn’t be generic status updates—discuss specific metrics like yield rates, on-time delivery performance, and field failure trending.
Minimum order quantities typically range from 500 to 2,000 units per SKU depending on product complexity, though these thresholds vary significantly by factory and by whether you’re working with existing platforms versus custom tooling. Lead times from purchase order to delivery range from 45 to 90 days for speakers using existing platforms, extending to 120-150 days for amplifiers with firmware development or products requiring custom tooling. Plan inventory positions accordingly—the 30-day replenishment cycles you’re accustomed to with wholesale distribution don’t apply in private-label manufacturing.
What to Ask a Factory: Five Questions That Reveal Partnership Quality
Evidence of ISO certification and reliability lab infrastructure indicates process maturity. But here’s what most retailers miss: certification documents sit on every factory’s wall, but operational reality varies dramatically. Ask to see the most recent internal audit findings and corrective action records. Factories with mature quality systems openly share this data—they view audits as improvement opportunities rather than compliance burdens. Factories that hesitate or provide only clean summary reports often lack the systematic problem-solving culture you need for long-term partnership success.
Golden Sample procedures and KLIPPEL QC policy should be documented in writing, not described verbally during factory tours. Request their standard operating procedure for Golden Sample management: How do they store reference samples to prevent degradation? What measurement systems do they use for lot-to-lot comparison? What deviation thresholds trigger production holds? What happens to test data—does it get archived with traceability to specific production batches, or does it get summarized into weekly reports where individual unit data disappears? These procedural details predict whether quality commitments will hold up under production pressure.
Traceability time measures how quickly the factory can trace a defective unit back through assembly, component receipt, and raw material lots. Ask them to demonstrate: “If I hand you a speaker with a defect, how long does it take to identify which production shift assembled it, which component lots went into it, and whether other units from those same lots are still in inventory?” Best-in-class factories answer this question in minutes using barcode systems that link every process step. Factories that need hours or days lack the data systems required for effective root cause analysis.
ECO and ECR responsiveness plus CAPA (Corrective Action / Preventive Action) closure rates reveal how the factory handles problems and changes. Request metrics: What’s their average time from CAPA initiation to closure? What percentage of CAPAs close within 30 days? What’s their backlog of open ECRs? A factory with 40 or more open CAPAs that are 90-plus days old is signaling operational distress regardless of what they claim about quality commitment. These metrics indicate whether the factory systematically resolves problems or whether issues accumulate faster than they get addressed.
Pilot yield and acceptance criteria should be quantified and included in commercial terms. Don’t accept vague statements like “we’ll work together to resolve any issues” or “our quality is excellent.” Specify: “Pilot production yield must exceed 95% with defect rate below 2% measured at FQC. Field failure rate must remain below 1% during first 90 days post-shipment. If these thresholds aren’t met, supplier will fund rework and replacement at supplier’s expense.” This contractual language ensures alignment on quality standards before problems emerge.
For product managers evaluating engineering flexibility and custom specifications: Ask about the factory’s R&D team structure and capacity. Do they have dedicated acoustic, electronics, structure, and software teams? What measurement and simulation tools do they use? Can they provide example projects showing custom acoustic tuning or firmware development? Cross-disciplinary engineering capability matters for complex products and helps you understand whether this factory can grow with your brand as requirements become more sophisticated.
For economic buyers evaluating margin upside, asset creation, and defensibility: Frame the conversation around unit economics and brand value. A factory offering lower unit cost than competitors might seem attractive, but if their quality systems can’t maintain consistency, the warranty cost and customer lifetime value erosion can easily exceed any apparent savings. Request references from other private-label partners who have worked with this factory for 2+ years—long-term relationships signal mutual satisfaction better than any sales presentation.
When You’re Ready to Start
Conversations begin offline with specifications and sample plans. Private-label partnerships involve engineering collaboration, quality system alignment, and commercial terms that don’t fit into web forms or automated quoting systems. Expect initial discussions to focus on your product requirements, volume projections, quality expectations, and timeline constraints rather than immediately jumping to unit pricing.
Request a DFM (Design for Manufacturability) audit if you’re bringing existing product specifications from another supplier. The factory’s engineering team can review your current specifications and identify opportunities to improve manufacturability, reduce cost, or enhance reliability without compromising performance. This audit typically requires 1-2 weeks and creates alignment on feasibility before committing to tooling or development costs.
Schedule a Golden Sample review meeting once prototype samples are available. Plan to evaluate prototypes in person or via detailed video conference rather than relying on photos and specification documents alone. Bring measurement data from competitive products if you have it—showing the factory what performance benchmarks matter to your customers helps calibrate their engineering recommendations.
Call to discuss platform options, development timeline, and commercial structures. China Future Sound maintains engineering teams with experience across car audio, marine audio, and professional audio applications. Understanding the complete OEM/ODM manufacturing process helps set realistic expectations for development cycles and quality validation procedures.
The companies succeeding with private-label programs treat the factory as an engineering resource—The Architect’s Studio—rather than just a production vendor. They involve manufacturing partners early in product planning, seek input on DFM trade-offs, and establish quality systems before problems emerge. This collaborative approach creates The Launchpad—the foundation for building defensible brand equity through products that customers actively seek rather than view as interchangeable commodities.
Contact China Future Sound at +86 139 6730 8635 or hu@chinafuturesound.com to begin discussing your private-label program. Review platform capabilities in the product catalog and explore specific manufacturing capabilities through car audio production and amplifier manufacturing documentation.
Frequently Asked Questions
What’s a realistic timeline from initial contact to first production shipment?
Plan for 9-12 months from initial specification discussions to receiving your first production shipment. This timeline includes 6-8 weeks for specification and sampling (including Golden Sample sign-off), 6-10 weeks for pilot production with field validation, and 8-12 weeks for controlled ramp to full production. Products requiring custom tooling or firmware development may extend this timeline by 8-12 weeks. The Golden Sample typically locks in at the transition from Design Verification Testing to Production Verification Testing, ensuring the reference standard is both realistic and stable.
What minimum order quantities should I expect?
Typical MOQs range from 500 to 2,000 units per SKU depending on product complexity and whether you’re using existing platforms versus custom tooling. Speakers built on existing basket and magnet structures typically require lower MOQs than completely custom designs. Amplifiers with custom firmware generally require higher initial quantities to justify the development investment. Many successful programs use a lower pilot MOQ during Phase 2 to validate demand and quality, then move to higher MOQs during controlled ramp once the program proves itself.
How does Golden Sample management actually work in practice?
The Golden Sample is a physical unit that represents the approved specification and becomes the contractual reference for all production units. It gets stored in controlled conditions to prevent degradation. Every production batch gets compared against this Golden Sample using calibrated measurement equipment—frequency response, impedance, distortion characteristics. Any deviation beyond agreed tolerances (typically ±2dB frequency response, ±15% impedance, 1% THD+N) triggers a production hold and investigation. The sample locks in between DVT and PVT phases, after design is finalized but before mass production scales.
What do EVT, DVT, and PVT mean in the development cycle?
These terms describe engineering validation stages: EVT (Engineering Verification Testing) validates that the basic design functions correctly. DVT (Design Verification Testing) validates that the design meets all specifications in pre-production units under wider environmental conditions. PVT (Production Verification Testing) validates that manufacturing processes can replicate the design at scale. Golden Sample sign-off typically occurs between DVT and PVT, serving as the reference standard for all subsequent production validation stages.
How do I protect my investment if quality starts drifting after initial production?
Contractual acceptance criteria tied to the Golden Sample provide enforcement mechanisms. Specify in purchase orders that production units must meet Golden Sample performance specifications with explicit tolerances (±2dB frequency response, ±15% impedance, 1% THD+N at rated power). Define sampling procedures and acceptance thresholds per ISO 2859-1. Clarify remedies—refund, replacement, or rework at supplier expense—if quality deviates from agreed standards. Regular quality audits and production sample testing help detect drift before it affects large shipment quantities. Request CAPA closure metrics during factory evaluation: a backlog of 40+ open CAPAs that are 90+ days old signals operational problems you want to avoid.
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the China Future Sound Insights Team
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



