

📌 Key Takeaways
Slapping your logo on a generic amplifier won’t make it sound different—real differentiation requires engineering that’s designed to survive mass production.
- White-Label Breaks at Scale: Generic platforms are built to be copied exactly—any changes you make create unpredictable failures because the assembly process wasn’t designed for modifications.
- Prototypes Prove Nothing About Production: A perfect sample in the lab hides the real problem: component variation, assembly differences, and operator changes multiply at volume without proper controls.
- Design for the Factory, Not Just the Lab: Custom thermal paths, protection settings, and DSP features must be engineered with assembly workers and test fixtures in mind from day one.
- Request Proof, Not Promises: Ask potential partners for documented test limits, inspection records, and traceability systems—partners who can’t provide these lack the operational maturity your program needs.
- Co-Development Beats Vendor Transactions: True differentiation requires a partnership with shared quality gates, not a supplier who just ships boxes and moves on.
Engineer for the assembly line, or watch premium pricing erode with every field failure.
Sourcing directors and product managers launching custom amplifier lines will find a practical evaluation framework here, preparing them for the partner selection process that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The spec sheet looks flawless. The prototype sounds exceptional.
It’s 9:00 AM on a Tuesday, and the Sourcing Director is staring at a batch of failed thermal tests from an EVT sample, realizing the Q4 product launch is now dangerously behind schedule. The amplifier that performed perfectly in the engineering lab is now producing inconsistent results at volume—thermal shutdowns, distortion spikes, protection circuits triggering unpredictably. The “differentiated” product that was supposed to elevate the brand is threatening to sink it.
This scenario plays out repeatedly across the pro audio industry, and it almost always traces back to the same root cause: the white-label myth.
The White-Label Myth (And Why It Keeps Showing Up)
The promise is compelling from a CAPEX perspective. By sourcing a generic platform, add your logo and cosmetic touches, and suddenly you have a “differentiated” product line. The unit cost stays low, the NPI timeline stays short, and the engineering investment stays minimal.
Many brands assume they can achieve unique acoustic signatures by slapping a logo on a generic white-label chassis. The logic seems sound: why invest in custom engineering when you can rebrand an existing platform and compete on marketing?
The answer becomes manifests as operational volatility during mass production.
White-label platforms are designed for one thing: replication without modification. The physical thermal paths and core hardware architectures are largely fixed. While modern Class D modules often allow for software-defined adjustments to protection thresholds and DSP-based distortion masking, the underlying hardware tolerances and component ratings remain optimized for the original reference design. Deviating from these core specifications without hardware-level validation introduces significant performance risks. The assembly procedures, test fixtures, and quality gates all assume you’re building the exact same product the platform was optimized for.
The moment you introduce meaningful modifications, you deviate from the platform’s validated baseline. Without rigorous re-validation of the new thermal and electrical envelope, you introduce uncharacterized variables into the production cycle. This significantly increases the probability of intermittent failures, such as premature thermal cycling or protection circuit oscillation, which may not appear until units are deployed at scale.
What “Differentiation” Actually Means in an Amplifier Program
Branding isn’t differentiation. A different faceplate color isn’t differentiation. Even a custom enclosure, by itself, isn’t differentiation.
True differentiation means changing the engineering variables that determine how an amplifier actually performs—and ensuring those changes survive contact with mass production.
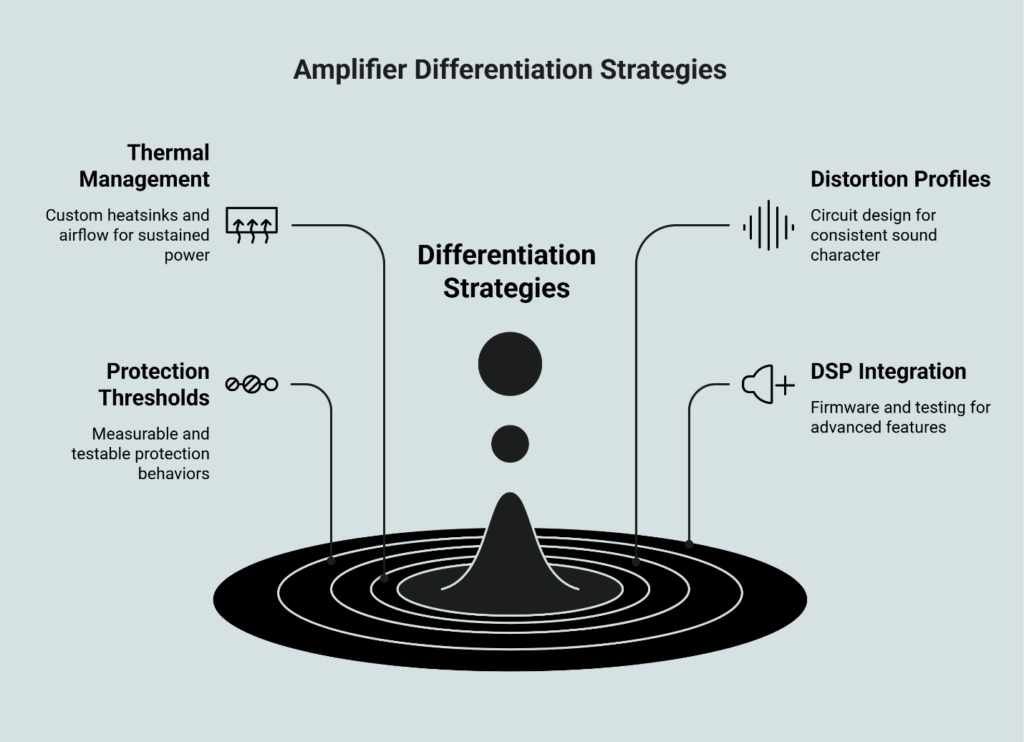
Thermal management. Premium amplifiers handle sustained power differently. Custom heatsink designs, thermal interface materials, and airflow paths create the thermal headroom that separates a reliable workhorse from a unit that shuts down mid-performance. Production units face variance in thermal interface application, fastener torque and contact pressure, PCB copper distribution, and airflow obstructions from harness routing. Each of these variables must be specified and controlled.
Distortion profiles. The character of an amplifier—warm, clinical, punchy—emerges from deliberate choices in circuit topology, component selection, and feedback networks. These aren’t cosmetic changes; they’re fundamental engineering decisions. A single golden sample can hide how distortion behaves when op-amp offsets, passive tolerance, or layout parasitics shift across a production population. Designing for reduced sensitivity to variance separates products that sound consistent from products that sound lucky.
Protection thresholds. Where does the amplifier limit? How does it respond to impedance mismatches, thermal stress, or sustained clipping? Protection behaviors—over-current, over-temp, DC detect, clip limiting, brownout handling—define reliability under real-world conditions. The differentiator is whether those behaviors are defined in measurable terms, validated across edge cases, and testable on a production line without heroic debug time.
DSP and feature integration. Onboard processing, network connectivity, and control interfaces require firmware development, validation protocols, and integration testing that generic platforms simply don’t accommodate.
Each of these variables creates a product worth paying more for. Each of these variables also creates what engineers call “manufacturability friction”—the gap between what you designed and what can actually be assembled consistently at scale.
Why Custom Engineering Breaks “Off-the-Shelf Assembly” Assumptions
A perfect prototype proves capability once, not consistency at volume. This is the uncomfortable truth that white-label sourcing obscures.
When you modify thermal paths, you change how heat flows through the assembly. The heatsink that performed perfectly in the prototype might require different mounting torque, different thermal compound application, or different curing times in mass production. Without explicit process controls, unit-to-unit variation multiplies.
When you alter protection thresholds, you change what the end-of-line tests need to verify. Generic test fixtures designed for the original platform won’t catch the failure modes your modifications introduce. Units pass inspection and fail in the field.
When you integrate custom DSP, you introduce firmware versioning, calibration procedures, feature validation steps, and measurement uncertainty that generic assembly lines aren’t equipped to handle. Firmware dependencies create their own class of risk: mixed builds, untested configurations, and undocumented variants slip through. Operators rotate, component lots change, fixtures wear. When a program is “white-label first,” these realities arrive after the most expensive commitments are made—tooling, purchase orders, launch promises.
True differentiation requires custom engineering, which instantly introduces manufacturability friction. The more you differentiate, the more friction you create—unless you design for assembly from the beginning.
Assembly-Ready Design: The Real Lever for Defensible Differentiation
Assembly-Ready Design—the application of Design for Manufacturing (DFM) principles specifically to audio equipment—is the engineering practice of designing products to optimize the manufacturing process, reduce assembly friction, and ensure acoustic consistency at scale.
The distinction matters. Traditional product development treats manufacturing as a downstream concern—design the product first, figure out how to build it later. Assembly-Ready Design inverts this sequence. Manufacturing constraints inform design decisions from the earliest stages, ensuring that the differentiation you engineer can actually be replicated at volume.
For Sourcing Directors evaluating OEM partners, this translates into specific, verifiable practices:
DFM reviews before golden sample approval. The engineering team should evaluate every custom element for assembly impact before locking specifications—not after tooling is cut. For a deeper look at how this integrates with new product introduction workflows, see integrating DFM into the NPI workflow.
Defined test limits for custom parameters. If you’ve changed the thermal behavior, there should be explicit test criteria that verify thermal performance on every unit, not just the prototype. These thresholds should correlate to audible outcomes and field returns, not just lab perfection.
Process control documentation. Custom assembly steps require documented procedures, trained operators, and quality checkpoints that generic production lines don’t provide by default.
IPQC gates for critical operations. In-process quality control at key assembly stages catches variation before it compounds into field failures.
Testability designed into the product. If a factory cannot measure the parameters that matter—quickly, repeatably, and with traceability—then the program runs on hope. Assembly-Ready Design aligns design choices with practical tests: fixtures, access points, calibration strategy, golden reference units, and pass/fail logic that accounts for known sources of measurement variation. Testability must be designed in from the start, not bolted on after production tooling is finalized.
Picture the relief of an Acoustics Manager knowing that the complex thermal heatsink they designed won’t cause a massive bottleneck or defect spike on the assembly line because it was optimized for mass production early on. That’s Assembly-Ready Design delivering on its promise.
White-Label Sourcing vs. DFM Co-Development
The following comparison highlights why the choice between white-label sourcing and co-development determines whether differentiation survives contact with mass production:
| Dimension | White-Label Sourcing | DFM Co-Development |
|---|---|---|
| Source of differentiation | Branding, cosmetics, packaging | Engineering variables: thermal, distortion, protection, DSP |
| Design modifications permitted | Surface-level only; core platform is locked | Full customization within manufacturability constraints |
| What breaks at scale | Any deviation from original platform creates unpredictable failures | Failures are anticipated and designed out before production |
| Test coverage | Generic fixtures for generic platform; custom changes go unverified | Custom test limits, fixtures, and protocols for every modified parameter |
| Tolerance stackup management | Statistically unmanaged; component drift exceeds the 3-sigma thresholds of the baseline design. | Specified and monitored at IQC, IPQC, and FQC stages |
| Governance model | Transactional vendor relationship; responsibility ends at shipment | Co-development partnership with shared quality gates and escalation paths |
| Evidence to request | Certificate of conformance (if available) | DFM audit reports, test limit specifications, Golden/Limit samples, IPQC/FQC records, traceability data |
The comparison reveals an uncomfortable reality: white-label sourcing works for entry-level products where differentiation isn’t the goal. The moment you need defensible differentiation—the kind that justifies premium pricing and builds brand equity—you need the engineering discipline that only co-development provides.
How to Evaluate a Partner’s Assembly-Readiness
When evaluating potential OEM partners, request specific evidence rather than accepting capability claims at face value:
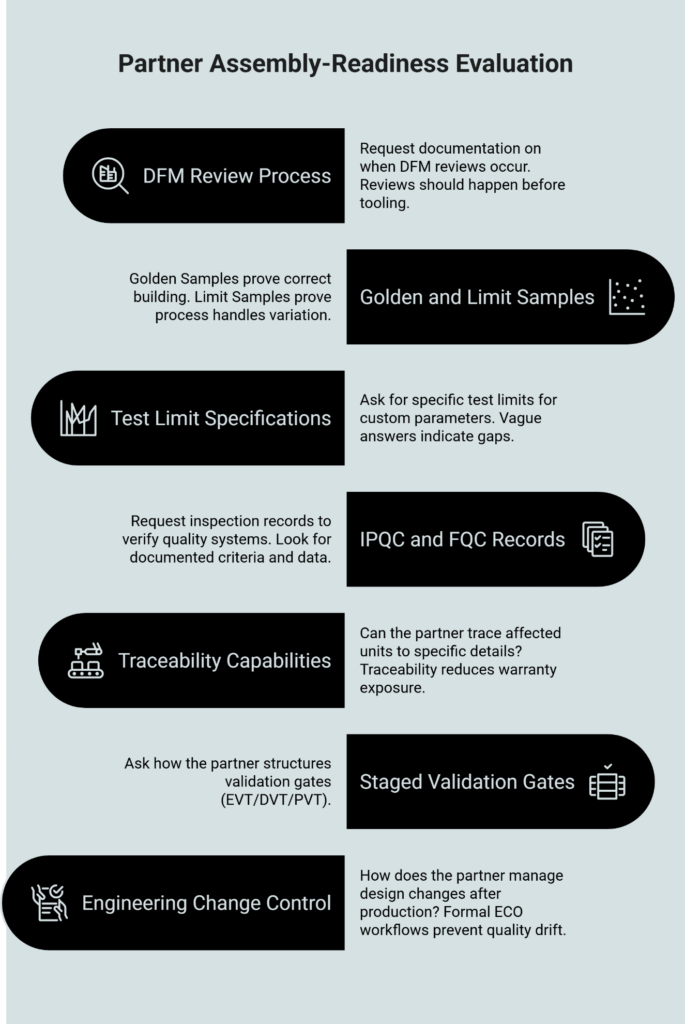
DFM review process documentation. Ask when DFM reviews occur in their development workflow. Partners practicing Assembly-Ready Design conduct these reviews before tooling, not after. Request examples of DFM findings that changed a design.
Golden Sample and Limit Sample protocols. A Golden Sample proves a product can be built correctly once. Limit Samples—units built at the edges of acceptable tolerance—prove the process can handle variation. Partners who only reference Golden Samples are missing a critical quality control mechanism.
Test limit specifications for custom parameters. If you’re modifying thermal performance, ask to see the specific test limits that verify thermal behavior on every production unit. Vague answers indicate test coverage gaps.
IPQC and FQC inspection records. Quality systems certified to ISO 9001:2015 require documented inspection at defined stages. Request sample inspection records to verify the system operates as documented. Look for documented IQC/IPQC/FQC criteria, sample size logic, calibration records, controlled rework processes, and test data that can be traced to unit serial numbers.
Traceability capabilities. When field failures occur, can the partner trace affected units to specific component lots, assembly dates, and operators? Traceability turns “we tested it” into “this unit passed this test on this line with this fixture and this firmware.” This capability determines whether containment takes hours or weeks—and directly affects warranty exposure and brand risk.
Staged validation gates. A structured program typically uses staged validation (commonly EVT/DVT/PVT) to ensure the design and the process converge. Early builds prove feasibility, mid-stage builds harden the design, and later builds prove the manufacturing system. Ask how the partner structures these gates and what criteria govern progression.
Engineering change control (ECO) process. How does the partner manage design changes after production starts? Formal ECO workflows prevent the “silent changes” that cause quality drift between production runs.
Partners who struggle to provide this evidence aren’t necessarily dishonest—they may simply lack the operational maturity that custom programs require.
Frequently Asked Questions
What is white-label audio manufacturing vs. OEM/ODM co-development?
White-label manufacturing produces generic products that multiple brands can rebrand with minimal customization. OEM/ODM co-development involves engineering collaboration where the manufacturer contributes design expertise, DFM optimization, and quality systems to create genuinely differentiated products.
Why do “perfect” prototypes fail in mass production?
Prototypes prove capability under controlled conditions with careful assembly, selected parts, and lab instrumentation. Mass production introduces component variation, assembly variation, environmental variation, operator variation, and fixture drift. Without explicit process controls designed to manage these variables, the gap between prototype performance and production performance widens unpredictably.
What does “design for manufacturing” mean for amplifiers?
For amplifiers specifically, DFM addresses thermal assembly procedures, protection circuit calibration, test fixture design, and process controls for critical operations like thermal compound application and heatsink mounting. It ensures that custom engineering choices translate into repeatable assembly outcomes.
What evidence should I request to validate an OEM’s quality gates?
Request DFM audit documentation, test limit specifications, Golden and Limit Sample protocols, IPQC/FQC inspection records, traceability system demonstrations, and engineering change control procedures. A partner should be able to show how failures are captured, analyzed, and prevented from recurring. Partners with mature systems provide this evidence readily.
What should be included in a production test plan for amplifiers?
At minimum: functional checks, protection behavior verification, thermal-related checks appropriate to the design, and performance tests that correlate to audible and reliability outcomes. The exact coverage depends on product class, use case, and risk tolerance.
Is white-label sourcing ever acceptable?
It can be suitable for commodity “catalog fill” products where differentiation demands are limited and risk tolerance is higher. For premium lines where performance consistency and brand equity matter, co-development and Assembly-Ready Design typically reduce late-stage risk.
Which safety and compliance standards are relevant to amplifier programs?
Safety requirements depend on market and product category. IEC 62368-1 is commonly referenced for audio/video and ICT equipment safety. Compliance work should be aligned with the product’s intended markets and certification pathway.
Your Next Step
Differentiation is constrained less by what you can design, and more by what you can assemble and test repeatedly at volume. The brands that understand this distinction—and partner accordingly—build defensible market positions. The brands that chase the white-label shortcut discover its limitations when field failures erode the margins they thought they were protecting.
If your current amplifier program is experiencing the friction described here—thermal inconsistencies, protection variability, quality drift between production runs—the issue likely isn’t your design. It’s whether that design was engineered for assembly.Explore how China Future Sound approaches amplifier production to understand what Assembly-Ready Design looks like in practice, review our catalog to see the platforms available for co-development partnerships, or contact us to discuss your program requirements.


