

📌 Key Takeaways
A complete RFQ transforms supplier quotes from confusing price lists into comparable, risk-transparent proposals by defining testable requirements and mandatory evidence upfront.
- Define Evidence Requirements Early: Specifying quality gates, test data formats, and traceability depth before quoting prevents expensive rework and schedule slips during ramp.
- Separate Outcomes from Methods: Performance requirements state what must be true; design choices specify how—keeping the first clear makes quotes comparable.
- Mandate Formal Change Control: Requiring ECO templates, approval paths, and cut-in plans in the RFQ prevents mixed builds and unpredictable field failures.
- Request Risk Lists, Not Perfection: Suppliers who identify their top five unknowns demonstrate factory maturity; those promising flawless schedules hide program risks.
- Use Structured Response Tables: Forcing standardized assumptions, exclusions, and evidence links transforms subjective evaluations into data-driven supplier comparisons.
Comparable quotes reveal operational discipline, not just BOM costs.
Audio brand product managers and sourcing directors evaluating amplifier OEM/ODM partnerships will gain a copy-paste framework here, preparing them for the detailed implementation checklist that follows.
An RFQ for car audio amplifier OEM/ODM partners is a formal procurement document that defines the technical specifications and operational standards required for a manufacturer to produce a private-label amplifier. Think of it like a flight plan—without it, you aren’t just flying blind; you are betting the entire mission on hope.
Failure to define these parameters often results in critical schedule slippage and missed market windows when initial factory samples fail to meet mass-production tolerances.
A complete RFQ makes supplier responses comparable and forces hidden program risks into the open. If a requirement is subject to future revision, establish a ‘Design Freeze’ date or explicitly assign decision-making ownership in the RACI matrix. That includes test coverage, documentation deliverables, acceptance criteria, packaging requirements, and the process for approving changes.
RFQ Must-Include Checklist (8 Items, Copy-Paste Ready)
- Program Scope: Define SKUs, variants, and target usage
- Technical Requirements: Focus on testable performance metrics
- NPI Milestones: Establish clear acceptance criteria for ramp
- Quality Gates: Specify evidence required at each production phase
- Traceability: Define unit-level record retention needs
- Change Control: Mandate a formal ECO process and approval path
- Logistics: Set assumptions for packaging and shipping
- Response Format: Standardize how suppliers submit quotes and risks
The Point of an RFQ is Comparability, Not a Price Quote
In the world of high-performance audio, the lowest quoted bill of materials (BOM) is rarely the lowest total program cost. Incomplete RFQs force manufacturers to subsidize missing data with conservative assumptions regarding quality overhead. These assumptions lead to a “sea of sameness” in quotes that hides massive variance in operational discipline.
A complete amplifier manufacturers RFQ acts as a risk-control document. By defining your expectations for evidence early, you ensure that every quote you receive is based on the same level of engineering support and manufacturing oversight. This clarity reduces the likelihood of expensive engineering rework and schedule slips once the OEM/ODM manufacturing process begins.
Section 1: Program Context and Scope
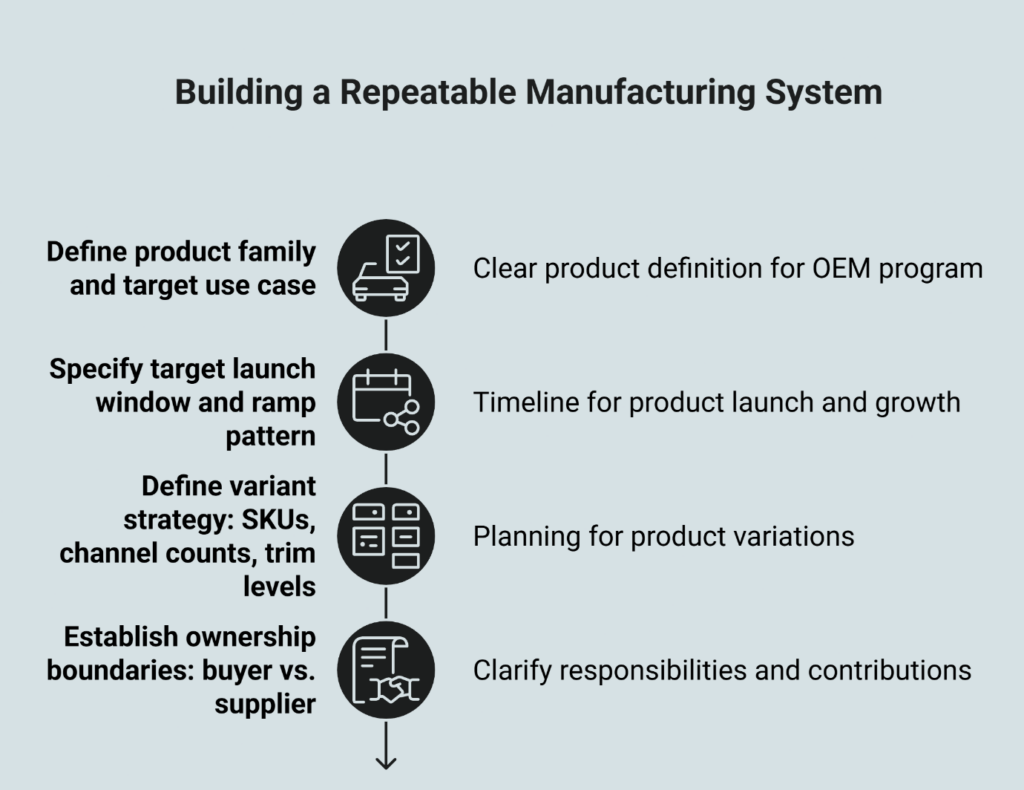
To build a repeatable manufacturing system, the partner must understand the altitude of the program. This starts with a clear definition of the product family and the target use case. An RFQ for an automotive-grade (OEM) program requires different thermal and vibration tolerances than an aftermarket or consumer-grade project.
What to Specify (Minimum)
- Product family (car audio amplifier program) and target application environment
- Target launch window and expected ramp pattern
- Expected annual volume bands and forecast confidence level
- Variant strategy: SKUs, channel counts, trim levels, cosmetic variants, packaging variants
- Ownership boundaries: what is provided by the buyer vs. what is proposed by the supplier
You must also define your variant strategy. Are you launching a single SKU, or is this a tiered roadmap involving multiple channel configurations and power outputs? Providing this context allows the supplier to plan for component commonality and production efficiency from day one. This is a foundational step in choosing an OEM partner that can secure your supply chain against future volatility.
Evidence to Request
- Supplier’s proposed milestone plan tied to scope assumptions
- A list of “unknowns” that could change schedule, yield, or qualification effort
Section 2: Technical Requirements That Are Testable
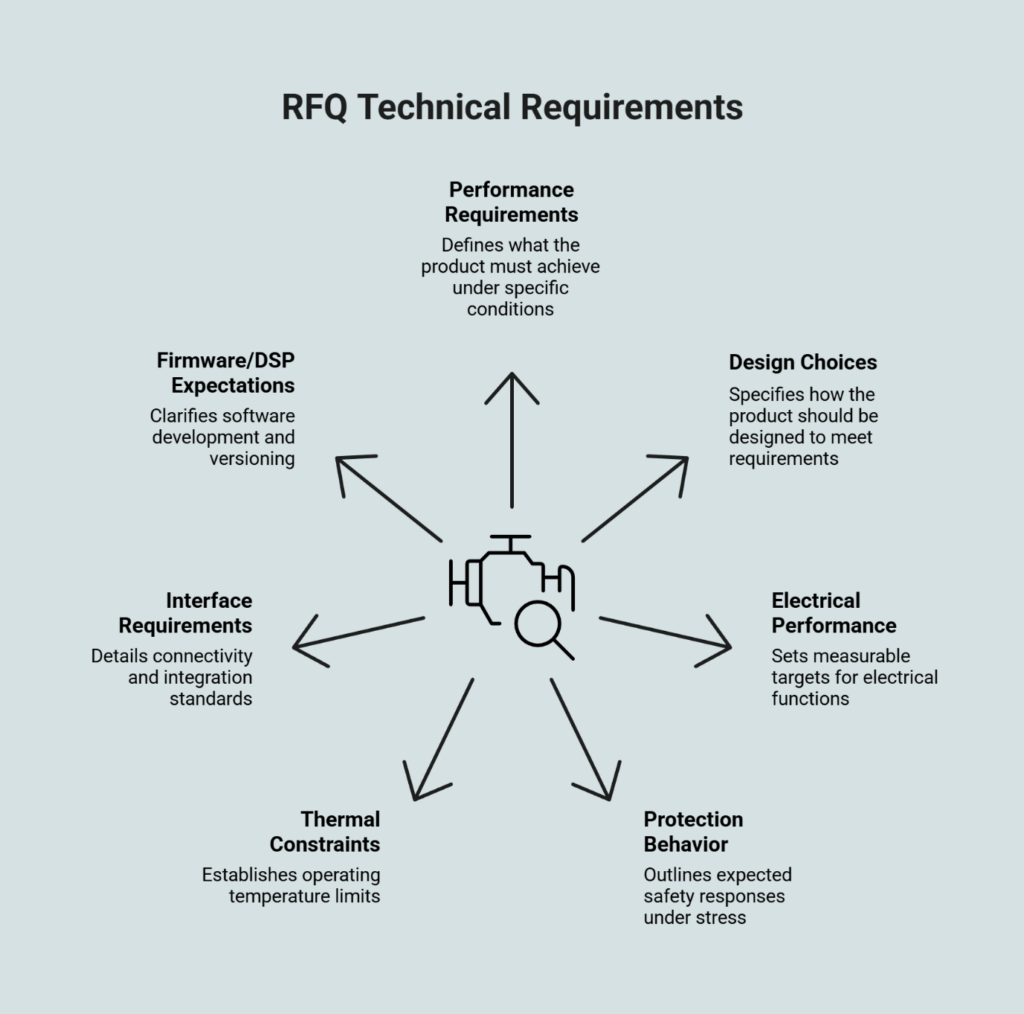
Vague requirements lead to vague results. Your RFQ should distinguish between performance requirements (what must be true) and design choices (how it is achieved).
Performance Requirements vs. Design Choices
Performance requirements define outcomes; design choices specify methods. For example:
- Performance requirement: “Must pass full-power thermal soak under defined conditions without shutdown.”
- Design choice: “Use heat sink design X.” (Often better left open unless there’s a hard constraint.)
Specify total harmonic distortion (THD—a measurement of audio signal degradation) at a given power rating rather than just “high quality sound.” Define operating voltage ranges, frequency response limits, and protection behavior expectations with the test conditions that will verify compliance.
What to Specify (Minimum)
- Electrical performance targets expressed in measurable terms (test conditions included)
- Protection behavior expectations (what triggers protection, what “safe” behavior looks like)
- Thermal constraints: target operating limits and what derating is acceptable
- Interface and integration requirements (connectors, harness expectations, mechanical constraints)
Firmware/DSP Expectations and Versioning
If your program involves digital signal processing (DSP) or specific firmware, define the versioning and tuning expectations early. Our software team utilizes platform-specific Integrated Development Environments (IDEs) like SigmaStudio™ and CrossCore Embedded Studio (CCES) to ensure that coding and debugging align with Analog Devices (ADI) chip platforms. Unresolved ownership of DSP tuning and binary versioning is a primary driver of Critical Path delays during the NPI (New Product Introduction) phase.
What to Specify (Minimum)
- Who owns firmware/DSP development (buyer, supplier, shared) and what the handoff looks like
- Versioning rules: how versions are named, stored, approved, and released to production
- Required deliverables: binaries, configuration files, tuning files, and change notes
Evidence to Request
- A proposed firmware/DSP release process aligned to NPI gates
- A sample change log format and approval workflow
- Bench test data demonstrating performance against specifications
By stating these technical bounds in the RFQ, you prevent “feature creep” that can derail development timelines.
Section 3: Quality Gates and Test Evidence
Evidence-based quality gates protect program timelines and brand reputation. Your RFQ must define the gates—from initial sample to pilot run and finally to Start of Production (SOP)—and specify exactly what test data is required to approve progression. Without this structure, suppliers interpret “ready” differently, and prototype success gets misread as manufacturing readiness.
Define Gates: Sample → Pilot → SOP
What to Specify (Minimum):
- Gate definitions (what counts as prototype, what counts as pilot, what counts as SOP)
- Acceptance criteria per gate: what must be true to proceed
- Required documentation per gate
At China Future Sound, we believe in reliable on-time launches through gated frameworks. We use the KLIPPEL R&D system for sample testing and KLIPPEL QC for mass production to ensure consistency with the “Golden Sample.” Requesting this level of end-of-line functional verification in your RFQ ensures that the manufacturer has the equipment and process maturity to catch defects before they ship.
End-of-Line Functional Verification
End-of-line (EOL) functional testing verifies that each unit performs correctly before packaging. Your RFQ should define what data is expected back.
What to Specify (Minimum):
- Required functional checks (pass/fail criteria plus key measurement fields)
- Data expectations: what results are logged, at what granularity, and how they are shared
Evidence to Request:
- Prototype build report summary
- Pilot run yield summary with failure categorization
- Evidence of repeatability controls (how “golden sample” alignment is managed)
- A sample EOL test report template (fields, units, pass/fail logic)
- A description of how test fixtures are controlled and updated
For more on testing infrastructure, see our guide on ATE & End-of-Line Testing for Amplifiers.
Section 4: Traceability and Warranty Containment Requirements
Traceability enables containment. It is your primary defense against warranty exposure. If a component fails in the field, you need to know exactly which units are affected. Traceability needs to be right-sized to enable containment and root-cause analysis without creating unnecessary data overhead.
What to Specify (Minimum)
Your RFQ should define the minimum viable traceability depth:
- Unit-level: Serial number and final test record
- Lot-level: Build lot/date and key process identifiers
- Key components: Define which components are trace-critical (examples: power devices, transformers/inductors, main PCB revision, firmware version)
- Record retention period expectations (define in months/years based on warranty and support needs)
We utilize a barcode and QR code system to bind end-of-line testing data directly to each unique unit. This allows for rapid root-cause isolation. Your RFQ should clarify how long these records are retained and how quickly they must be provided upon request.
Evidence to Request
- A sample trace record showing the fields captured
- The format of how data is exported/shared during an incident
Section 5: Change Control and the ECO Process
Uncontrolled changes are a leading cause of mixed builds and field failures. Your RFQ must mandate a formal Engineering Change Order (ECO) process.
Minimum ECO Fields
What to Specify (Minimum):
The ECO must include:
- Change description and reason
- Impacted parts and assemblies
- Risk assessment and validation plan
- Approvals required (and approval path)
- Cut-in strategy showing how the change enters production
- Notification lead time expectations
This process should define:
- Approval Paths: Who must sign off on a change
- Impact Analysis: Documentation of how the change affects performance or reliability
- Cut-in Plans: How the new version will be introduced into production without creating inventory chaos
How to Avoid Mixed Builds During Ramp
What to Specify (Minimum):
- Labeling and revision marking rules (board revision, firmware version, packaging version)
- Segregation expectations for WIP (work-in-progress) if a change occurs mid-run
Evidence to Request:
- ECO template used by the supplier
- Sample cut-in plan (how old vs. new builds are prevented from mixing)
- The supplier’s method for revision control at production stations
Standardizing this discipline ensures that your program remains stable even as design refinements are made during the ramp phase.
Section 6: Documentation, Packaging, Labeling, and Logistics Assumptions
Documentation and logistics specifications directly affect program velocity and import clearance. Incomplete definitions in these areas create delays during scale-up and force reactive problem-solving when the cost of changes is highest.
What to Specify (Minimum)
- Documentation deliverables: build records, test summaries, revision history, work instruction ownership boundaries
- Packaging requirements that affect production: labeling fields, barcode/QR needs, carton configuration constraints
- Logistics assumptions: incoterms, palletization expectations, and shipment documentation needs
Evidence to Request
- Packaging/label master template (fields, format, revision control)
- Supplier’s documentation list by NPI gate
Section 7: Response Format and Risk Assessment
To make quotes truly comparable, force all suppliers to use a structured response table. This table should require them to list their technical assumptions, any exclusions to your scope, and links to the evidence they will provide.
Require a Structured Response Table
Ask suppliers to respond with:
- Assumptions: What they assumed was true
- Exclusions: What is out of scope
- Evidence links/attachments list: What they will provide and when
- Program plan: Milestones and gates
Ask for the Top 5 Unknowns
Request: “Top 5 unknowns that could move schedule, quality, or yield—and what information would close each risk.” A partner who can identify the top uncertainties—whether related to thermal constraints or component lead times—demonstrates far more factory evaluation maturity than one who promises a perfect schedule.
A Practical RFQ Submission Checklist
Use the following table to standardize your requests and ensure no critical risk-control section is omitted.
| RFQ Section | What to Specify | Evidence to Request | Risk if Missing |
|---|---|---|---|
| Program Scope | SKU count, target use case, roadmap, ownership boundaries | Milestone plan + assumptions list | Ambiguous design goals, non-comparable quotes |
| Technical Specs | Testable performance limits + test conditions | Test plan outline + sample report template | Feature creep, failure to meet real conditions |
| NPI Milestones | Gate definitions + pass criteria for each gate | Gate deliverables list + sample gating document | Launch schedule slips, prototype success misread as readiness |
| Quality Gates | Sample → Pilot → SOP steps, EOL data fields | KLIPPEL/AP test records, yield/failure taxonomy | Quality drift at ramp, slow containment, warranty exposure |
| Traceability | Unit/lot/key-component minimum depth + retention | Trace record field list + export format | Slow root-cause analysis, broad recalls/holds |
| Change Control | ECO required fields, approval path, cut-in rules | ECO template + sample cut-in plan | Mixed builds, rework, unpredictable field behavior |
| Logistics | Packaging/labeling needs, palletization specs | Label master + deliverables matrix by gate | Import clearance delays, program documentation gaps |
| Response Format | Standardized quote table + top risks/unknowns | Completed sample table with links | Non-comparable quotes, hidden gaps persist |
Moving Toward a Successful Program
The goal of your RFQ isn’t just to get a price; it’s to start a relationship built on transparency and repeatable outcomes. By requesting evidence of quality gates and change control discipline early, you filter for partners who prioritize program stability over marketing claims.
How to Evaluate RFQ Responses
Once the RFQ responses come back, scoring should go beyond “does the quote look complete.” A practical evaluation rubric typically weights:
- Evidence quality (templates, real examples, clarity of gate deliverables)
- Traceability depth and retrieval speed (how fast containment can happen)
- ECO discipline (how changes are approved and prevented from mixing)
- Communication cadence and escalation (how issues are surfaced early)
Looking at how a partner manages traceability and ECO cut-in plans will tell you more about your future warranty margins than a spec sheet ever could. For guidance on supplier assessment, explore our DFM inputs for amplifiers guide.
Next Action
- Subscribe to our newsletter for regular insights on de-risking your NPI
- Explore our guides on amplifier manufacturing and program risk reduction
Disclaimer: This RFQ checklist is a general, risk-first framework for getting comparable responses from car audio amplifier OEM/ODM partners. Specific requirements vary by product architecture, target volume, compliance needs, and the level of customization (mechanical, firmware/DSP, branding, packaging). Use it to standardize assumptions and evidence requests, then refine it with engineering, procurement, and program owners before issuing the RFQ.
Our Editorial Process
We prioritize decision-maker utility by focusing on technical trade-offs, program risks, and evidence-based manufacturing. Our content is developed by engineers and procurement practitioners to ensure that every recommendation is grounded in real-world OEM/ODM contract manufacturing.
By China Future Sound Insights Team
China Future Sound is an OEM/ODM Audio Equipment Manufacturer specializing in high-performance amplifier platforms and custom co-development for global audio brands.



