

📌 Key Takeaways
Manufacturing quality controls prevent warranty costs by catching defects before shipment, not after delivery.
- Golden Samples Anchor Consistency: A signed physical reference eliminates ambiguity and prevents production drift across time zones and vendors.
- Automated Testing Catches Latent Defects: KLIPPEL systems detect frequency response and impedance issues that visual inspection misses before units ship.
- Reliability Gates Cost Less Than Field Failures: Stress testing samples before scaling prevents warranty spikes that cost hundreds of times more.
- Total Quality Cost Beats Lowest Price: A 0.5% failure rate at $52/unit outperforms 5% failures at $45/unit when warranty replacements are included.
- Proof Runs Reduce Supplier Risk: Testing one SKU with locked acceptance criteria validates manufacturing capability before committing to volume orders.
Prevention investment eliminates downstream warranty drain.
Audio brand managers and private-label partners evaluating OEM suppliers will gain decision-grade evidence here, preparing them for the supplier due diligence framework that follows.
Professional contract manufacturing is a disciplined system of quality gates, process control, and test coverage that keeps every unit aligned to spec, batch after batch. Think of a supplier like the backstage crew at a live show. The audience only sees the performance. But if the crew misses cues, uses the wrong gear, or skips checks, the show falls apart. A product program works the same way: when manufacturing controls fail, field failures surface as warranty claims, non-functional units at delivery, and brand reputation damage.
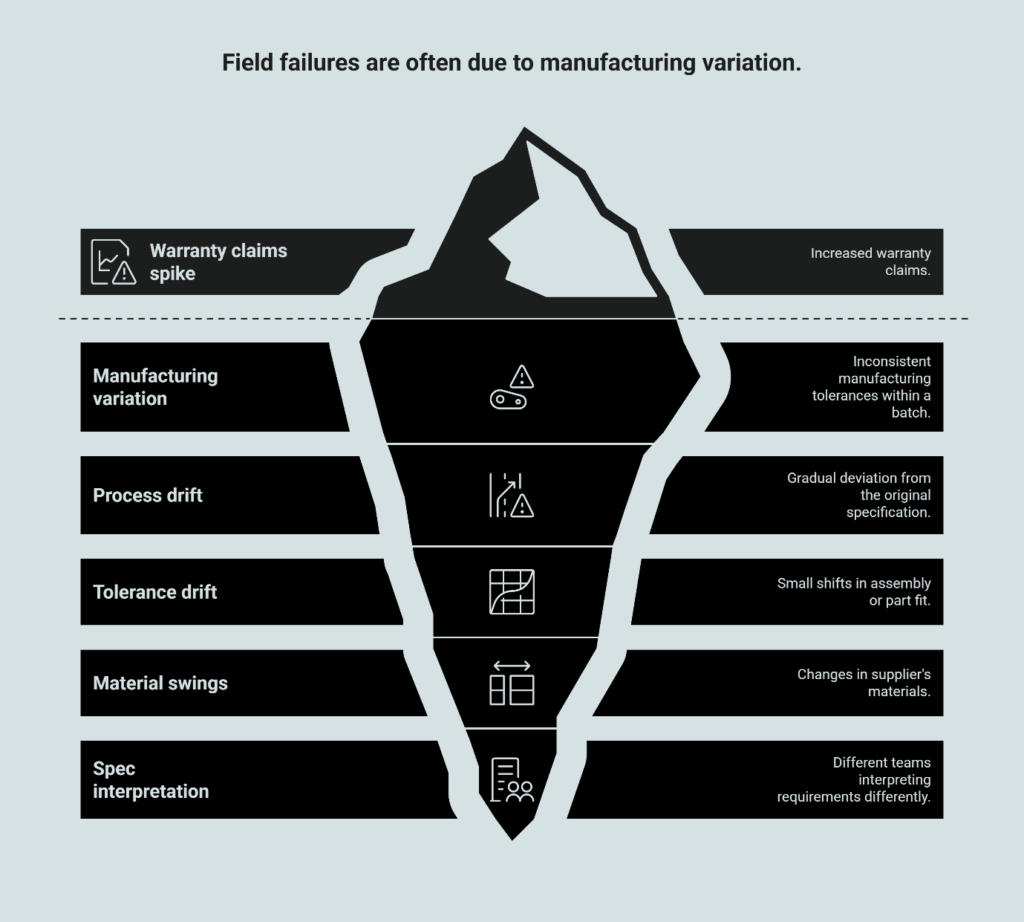
Consider a common situation. A Monday morning technical support load doubles. Negative reviews appear. A “bad batch” gets named in internal chat. When the dates are mapped, failures cluster around one production window. That pattern is not bad luck. It is usually drift: a tolerance moves, a material changes, a process step varies, or a spec gets interpreted two different ways.
The practical fix is upstream. Warranty exposure falls when variation is prevented and failures are caught before shipment release, using Golden Sample control, strong test coverage, and reliability gates that reduce program risk.
Why field failures cluster: variation, not bad luck
Direct answer: Warranty claims usually spike when manufacturing variation increases across a lot, not because end-user behavior suddenly changed.
Practical application: When failures cluster by date, lot, or component source, treat it as a manufacturing signal. Focus the investigation on controls that keep production aligned to the agreed spec.
Most spikes in warranty claims are not random events; they are the direct result of process drift and inconsistent manufacturing tolerances within a specific batch. When a factory lacks professional-grade controls, “batch roulette” becomes the norm. One week, the glue viscosity on a subwoofer surround is perfect; the next, a slight change in factory temperature or a new technician causes the bond to weaken. These minor variations don’t always show up during a quick visual check, but they manifest as field failures once the product experiences real-world stress.
Variation often shows up in predictable ways:
- Tolerance drift: Small shifts in assembly, adhesives, coil alignment, or part fit that compound into audible or reliability issues.
- Incoming material swings: Changes in a supplier’s materials or handling that alter performance or durability.
- Undocumented spec interpretation: Different teams reading the same requirement in different ways, especially when documentation is thin.
A fast signal checklist to point upstream (decision-grade, not procedural):
- Failures cluster by batch/lot/date rather than being evenly distributed.
- The same failure mode repeats (for example, consistent non-functional behavior at delivery or the same component fault).
- Replacement units from a different production window perform normally.
- The manufacturer cannot show consistent test evidence tied to acceptance criteria.
If your failures cluster by date or lot number, you aren’t dealing with an end-user problem—you are receiving a clear signal that the manufacturing process has drifted from the original spec.
What “professional contract manufacturing” actually means in practice
Direct answer: It means the product is built under defined controls, released through explicit acceptance criteria, and supported by traceability and change management.
Practical application: Ask for evidence of how quality gates are run and what data is produced, not just a promise that quality matters.
Professional contract manufacturing is the transition from “making things” to “managing a process.” It requires a manufacturer to provide documented evidence that every unit meets the agreed-upon acceptance criteria. This involves a transparent OEM/ODM manufacturing process where quality is baked into the timeline, not treated as an afterthought.
In practice, “professional” is visible in the operational backbone:
- Documented processes tied to clear specs (so “to spec” is not subjective).
- Quality gates at key points (often framed as incoming quality control, in-process quality control, and final quality control).
- Controlled change management so parts, materials, or processes do not drift without sign-off.
- Traceability and lot control to connect units in the field to specific production inputs and conditions.
For a brand manager, this means moving away from a supplier that simply says “we check everything” to one that can show you the test yields, the calibration records for their fixtures, and the specific IQC reports for the raw materials. It is the difference between hoping for a good batch and engineering one through controlled change management and traceability.
Three controls that reduce field failures the fastest
To protect your brand reputation and reduce warranty exposure, three specific manufacturing controls must be non-negotiable.
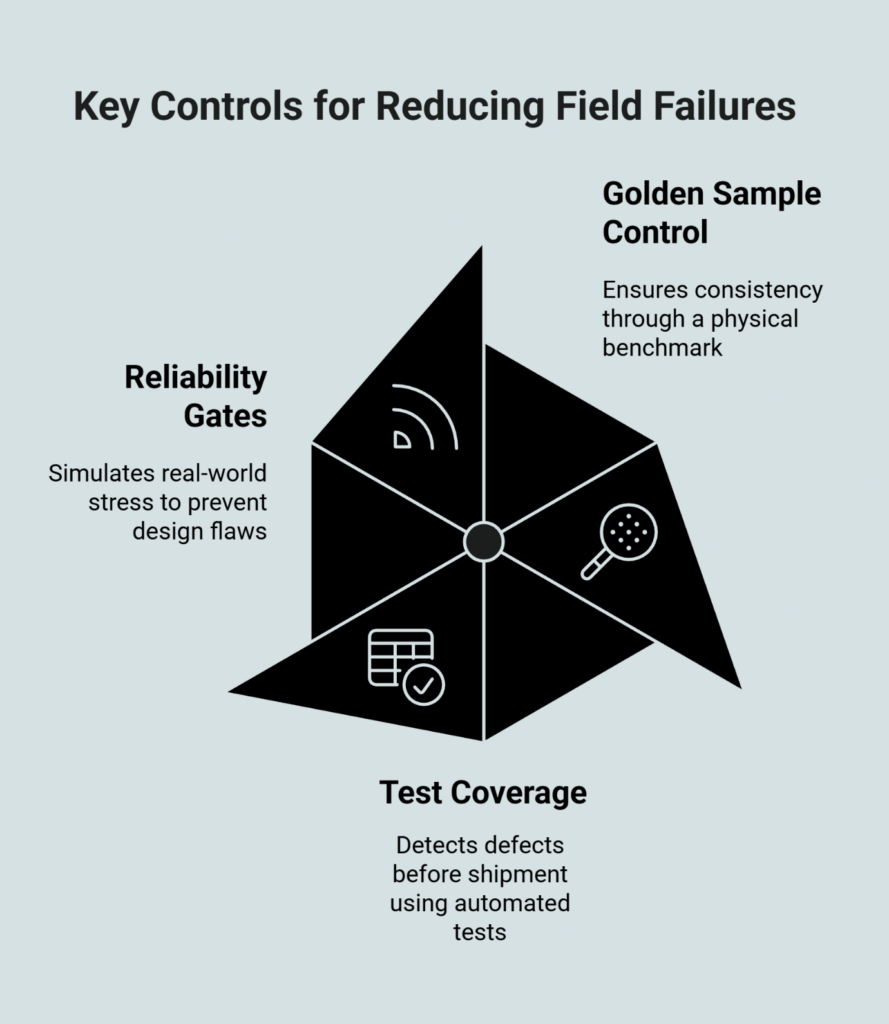
Golden Sample control (one source of truth)
A Golden Sample is the physical “definition of done”—the embodiment of your specification, signed off by both the brand and the manufacturer. It reduces ambiguity when teams span time zones, languages, and vendors. In well-run programs, the Golden Sample is signed off, stored, and protected by change control so every decision can be anchored to the same reference.
Without a rigorous Golden Sample QA workflow, the factory floor has no “north star.” Golden Samples are used to calibrate testing rigs and provide a visual and functional benchmark for every unit produced. If the production line deviates from this sample, the line stops.
Golden Sample control matters because it prevents “batch roulette.” When teams rely on memory, informal photos, or shifting interpretations, consistency collapses quietly. Golden Samples create a stable anchor for acceptance criteria and ongoing production checks.
Test coverage (catch failures before shipment)
Direct answer: Test coverage is the practical layer that turns quality goals into measurable outcomes.
Practical application: The goal is not to build a lab manual. The goal is to reduce variability introduced by human judgment and to catch out-of-spec units before they reach brand partners or end users.
You cannot manage what you do not measure. Professional subwoofer manufacturers utilize automated test coverage—such as KLIPPEL QC systems—to detect latent defects. Automated testing removes human error and ensures that every driver is checked for frequency response, impedance, and rub-and-buzz. If a unit is outside of the tolerance window, it is rejected at the factory, not discovered after delivery.
In general practice, standardized or automated tests improve consistency because every unit is evaluated against the same pass/fail logic. The stronger the link between test results and acceptance criteria, the lower the chance that latent defects ship and become warranty spikes later.
Reliability gates (simulate real-world stress before scaling)
Direct answer: Reliability gates are risk-reduction checkpoints before volume ramps.
Practical application: Small investments in stress testing early can prevent large warranty costs later.
Before a product is scaled to full volume, samples should undergo short-term destructive power tests and environmental stress tests. This ensures the design can handle the heat, vibration, and electrical load of real-world conditions. Catching a design flaw during a reliability gate costs hundreds of dollars; catching it after 5,000 units have shipped costs hundreds of thousands.
Reliability gates do not need to be described in excessive technical detail to be valuable at decision-maker level. What matters is the mindset: simulate real conditions before scaling so defects surface in controlled environments rather than in the field.
For teams evaluating suppliers and aiming to reduce warranty exposure, it often helps to learn what “good” looks like across Golden Sample control, test coverage, and reliability gates.
“You can’t build a premium brand on inconsistent product.”
The business case: total cost of quality beats lowest BOM
Direct answer: A lower unit price can cost more over time when warranty expenses are priced in.
Practical application: Build an internal model that compares “cheaper unit cost + higher failure rate” versus “higher unit cost + lower warranty costs,” then use it to justify supplier decisions.
Investing in higher-quality manufacturing is a strategic financial decision, not just a technical one. The underlying framework is the Cost of Quality (COQ): prevention and appraisal costs versus internal and external failure costs.[1] Professional contract manufacturing typically raises prevention/appraisal investment, but that investment can reduce internal failures (scrap, rework) and external failures (warranty claims, field failures, brand reputation damage).
A Tier-1 justification (Why + How):
- Why it works: Variation and missed defects are expensive because costs multiply after shipment. Field failures trigger warranty replacements, technical support load, brand reputation damage, and lost repeat business from private-label partners.
- How to operationalize it: Treat quality as a total-cost system. Use acceptance criteria, quality gates, and test evidence to lower the probability of external failures. This changes program economics even when unit price is slightly higher.
Most growth-stage businesses focus only on the Bill of Materials (BOM) cost. However, a “cheap” unit with a 4% field-failure rate is significantly more expensive than a “premium” unit with a 0.5% failure rate. When you factor in the cost of freight for warranty replacements, the labor for technical support, and brand reputation exposure, the “expensive” manufacturer often becomes the most profitable partner. Professional manufacturers prioritize prevention and appraisal spend—investing in the process upfront—to virtually eliminate the external failure costs that drain margins.[2][3]
Quality vs. Cost Comparison (Per 1,000 Units)
| Cost Category | Low-Cost Supplier | Professional Contract Manufacturer |
|---|---|---|
| Unit Manufacturing Cost | $45,000 ($45/unit) | $52,000 ($52/unit) |
| Prevention & Appraisal (QC) | $500 | $3,000 |
| Field Failure Rate | 5% (50 units) | 0.5% (5 units) |
| Warranty Claim Processing | $2,500 | $250 |
| Warranty Replacement Cost | $4,500 | $450 |
| Technical Support Load | $2,000 | $200 |
| Estimated Total Program Cost | $54,500 | $55,900 |
Note: This is an illustrative example. While the professional OEM has a higher initial unit price, the “Total Cost of Quality” is nearly identical, while protecting the brand from reputation damage and maintaining partner relationships.
A simple, illustrative example can be modeled per 1,000 units. Estimate total cost as:
Total cost per 1,000 = (unit cost × 1,000) + (field failure rate × 1,000 × external failure cost per unit)
External failure cost per unit can include warranty claim processing, replacement cost, freight, and technical support time. Cost language and categorization align with established manufacturing cost modeling approaches.[4]
Quality management systems are often described as improving consistency and partner satisfaction when implemented effectively, which supports the broader business case for disciplined controls.[2] Industry commentary also commonly ties strong quality systems to lower warranty and recall exposure over time.[3] The specific impact varies by product, test strategy, and supplier maturity, but the direction is widely accepted: fewer defects shipped generally means fewer field failures.
A due-diligence checklist you can use before you switch suppliers
Direct answer: Supplier due diligence should focus on proof of control, not promises.
Practical application: Ask for decision-grade evidence that the supplier can deliver consistent units to spec under change, pressure, and scale.
Before transitioning your production to a new partner, use this checklist to verify their commitment to consistency:
- Golden Sample Protocol: Evidence of Golden Sample sign-off and documented change control.
- Test Coverage: Visibility into test coverage, test fixtures, and pass/fail criteria for shipment release. Do they use industry-standard equipment (KLIPPEL, Audio Precision) or uncalibrated, “homegrown” rigs?
- Yield Transparency: Will the supplier provide “First Pass Yield” (FPY) reports? High rework rates at the factory often lead to high failure rates in the field.
- Traceability: Can they trace a finished unit back to a specific batch of raw materials (e.g., the specific lot of magnets or voice coils used)?
- Reliability Testing: A reliability testing plan and a clear failure analysis loop (what happens when something fails).
- Escalation Path: Defined communication cadence and an escalation path that works under stress. Is there a clear process for when a “Quality Gate” is triggered or a spec is missed?
- Documentation Discipline: Clear specs, controlled revisions, and consistent acceptance criteria.
This checklist stays upstream by design. It is a way to prevent warranty exposure and field failures by selecting and managing a supplier with strong controls.
Next step: reduce risk with a small proof run
Direct answer: A controlled pilot reduces risk and produces evidence before scaling volume.
Practical application: Choose one SKU, define acceptance criteria up front, and review test data and yield before committing to larger orders.
The most effective way to validate a new manufacturing partner is not through a sales deck, but through a controlled pilot run. Instead of moving your entire catalog, start with a single SKU. A proof run can be structured around three decisions:
- Start with one SKU and a controlled pilot quantity to measure consistency.
- Lock acceptance criteria in writing before tooling or production changes.
- Review test evidence, yield trends, and any failure modes before scaling.
Define your acceptance criteria in writing—including specific performance tolerances—and review the test data before the shipment leaves the factory. By starting small, you can verify the manufacturer’s capabilities and ensure their quality gates align with your brand’s standards.
If you are currently struggling with inconsistent batches or rising warranty claims, it is time to stop fighting symptoms and start fixing the source. For sourcing partners aligned to private label programs, see our wholesale subwoofers page. To learn more about the team and approach, visit About China Future Sound. For evaluation support or a quote request, get in touch with our engineering team today to request a custom OEM quote and see how disciplined manufacturing can protect your brand.
This guide is intended as a comprehensive starting point. For decisions specific to your unique situation, we always recommend consulting a qualified professional.
Our Editorial Process
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.
About the China Future Sound Insights Team
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.
References
[1] ASQ, “Cost of Quality (COQ),” https://asq.org/quality-resources/cost-of-quality
[2] ISO, “Reaping the benefits of ISO 9001,” https://www.iso.org/files/live/sites/isoorg/files/store/en/PUB100369.pdf
[3] McKinsey & Company, “Manufacturing quality today: Higher quality output, lower cost of quality,” https://www.mckinsey.com/capabilities/operations/our-insights/manufacturing-quality-today-higher-quality-output-lower-cost-of-quality
[4] NIST, “Manufacturing Cost Guide,” https://nvlpubs.nist.gov/nistpubs/ams/NIST.AMS.200-9.pdf
[5] ScienceDirect, “The impact of supplier quality capability on warranty costs,” https://www.sciencedirect.com/science/article/abs/pii/S0925527324000860



