
📌 Key Takeaways
Supplier diligence separates programs that scale smoothly from those that stumble on quality surprises, certification delays, and warranty spikes.
- Gates Over Guesses: Pilot decisions require documented QMS, traceability, and IQC controls (items 1–3); production scaling demands complete evidence across all nine criteria including test coverage, CAPA effectiveness, and reliability programs.
- Traceability Cuts Recall Costs: Bidirectional material-to-serial-to-test mapping within minutes transforms costly market-wide holds into surgical lot containments, protecting both warranty reserves and brand reputation.
- Test Coverage Maps to Risk: Production test plans must explicitly validate design-critical parameters like protection thresholds and distortion limits, not just generic pass/fail criteria, to prevent warranty exposure that surfaces only after field deployment.
- CAPA Patterns Reveal Learning Velocity: Stable or declining recurrence rates plus systemic fixes reflected in updated PFMEA and control plans distinguish suppliers who continuously improve from those who merely firefight recurring defects.
- Warranty Analytics Drive Reliability: Field performance data must trigger specification updates, test plan revisions, and manufacturing controls—not just sit in reports—to transform warranty exposure into long-term program economics protection.
Prepared diligence protects launch timelines, reduces warranty reserves, and builds supplier partnerships that strengthen over time.
Brand partners, private-label program managers, and sourcing directors evaluating OEM amplifier manufacturers will find this framework here, preparing them for the detailed nine-point checklist and 90-minute diligence session structure that follows.
You’re two weeks from a factory tour. The shortlist has three suppliers, all claiming ISO certification and competitive pricing. But which one can actually deliver clean pilots, pass certifications on the first attempt, and scale without quality surprises?
The difference between a smooth private-label program and a costly do-over often comes down to asking the right questions before you commit. This checklist gives you nine non-negotiable criteria—organized as audit-ready gates—to evaluate OEM amplifier suppliers with confidence. Gates, not guesses: proceed to pilot only when items 1 through 3 are documented; scale to production only when items 4 through 9 show evidence of systematic control.
The 9 Non-Negotiables (Print-Ready Checklist)
What to Ask For | Acceptance Cues | Why it Matters
1. QMS Proof & Maturity

Current ISO 9001 certificate, process landscape documentation, internal audit schedule with closure evidence, calibration program records | Traceable CAPA loop with documented corrective actions; process audits show systematic closure | A mature quality management system prevents recurring defects by embedding quality checks into every process step
Without functioning quality systems, you’re betting that individual diligence will catch what broken processes miss—a losing wager when production scales. Systematic quality management protects your program timeline by preventing the fire drills that derail launch schedules and inflate warranty reserves.
2. Traceability (Materials → Serial/Lot → Test Records)
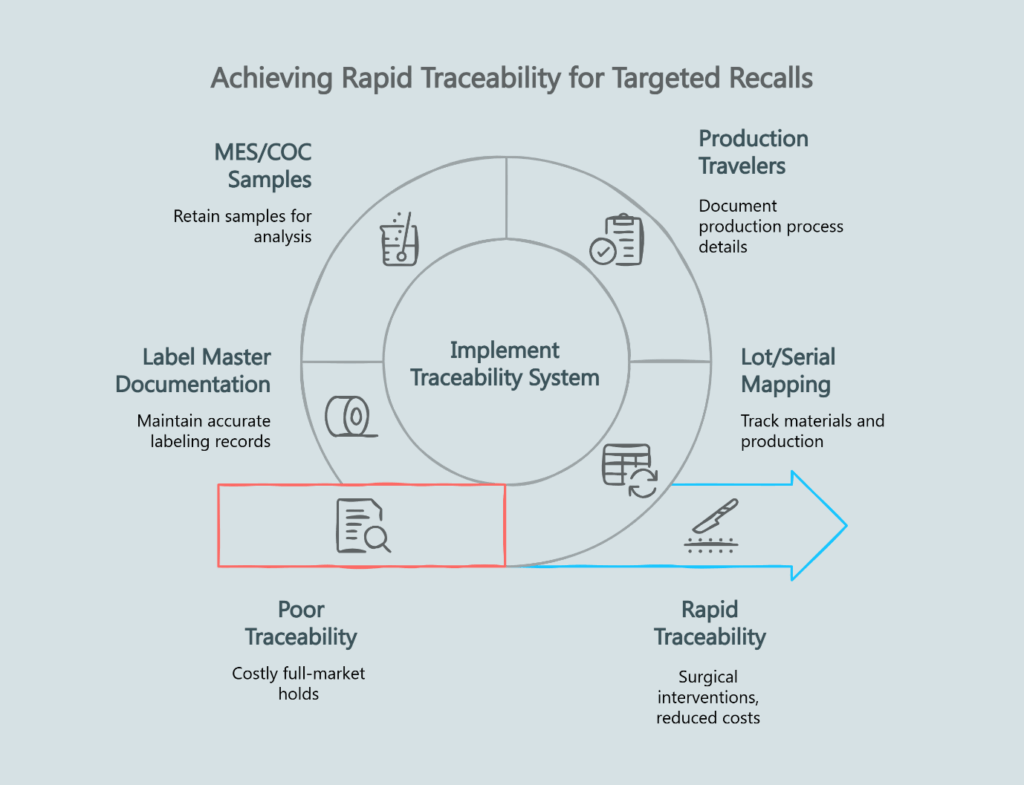
Lot/serial mapping system, production travelers, MES/COC samples, label master documentation | Bidirectional trace achievable within minutes; demonstrated ability to contain suspect lots without full production halt | This capability reduces field return costs significantly because faster root-cause analysis means smaller recall populations and quicker corrective action
When a field failure occurs, knowing exactly which units share the same material lot or production shift transforms a costly full-market hold into a surgical intervention. Industry best practice requires bidirectional look-ups within minutes during containment—if it takes hours or requires manual detective work, the system won’t support targeted recalls when component issues surface. Poor traceability turns isolated defects into brand-damaging recalls and inflated warranty provisions.
3. Incoming Quality Control & Supplier QA
IQC inspection plans with defined AQL levels (use C=0 sampling or appropriate AQL where justified), supplier scorecards, critical component controls for power devices and inductors | Clear quarantine and escalation paths; PPAP-like incoming approvals for new components | Catching problems at incoming inspection is far more cost-effective than discovering them during ATE and end-of-line testing or, worse, in the field
If they’re simply receiving and using parts based on the supplier’s certificate of conformance alone, defective materials will make it into your amplifiers. This gate prevents bad material from contaminating entire production runs and protects both yield rates and warranty exposure.
4. Production Test Plans (ICT/ATE/EOL) & Coverage
Test limit documentation, golden unit references, GR&R studies, fixture maintenance logs | Coverage explicitly mapped to specification risks such as protection thresholds and distortion limits | Production test is part of the risk-reduction system that protects your warranty reserves and brand reputation
Test coverage must map directly to your specification risks. If your amplifier design has specific protection thresholds or distortion requirements, those parameters need corresponding test limits with documented margins. Generic “pass/fail” testing without traceability to design intent creates gaps. When DFM inputs for amplifiers drive design decisions, test plans must validate those choices. Inadequate test coverage creates warranty exposure you won’t discover until after field deployment. For a deeper look at how production test integrates into the ramp process, review ATE & End-of-Line Testing for Amplifiers.
5. CAPA History & Effectiveness
Last 12–24 months of 8D reports, time-to-contain versus time-to-close metrics | Stable or declining recurrence rates; systemic fixes reflected in updated PFMEA and control plans | This history reveals whether the contract amplifier manufacturer treats quality issues as isolated events or as signals requiring process changes
The pattern matters more than individual incidents. Are recurring issues genuinely resolved, or do similar problems keep appearing with slightly different symptoms? Stable or declining recurrence rates indicate genuine learning. Systemic fixes should be visible in updated failure mode and effects analyses and revised control plans. If corrective actions stop at replacing defective parts without updating preventive controls, the supplier is firefighting rather than improving. Long-term program success depends on continuous improvement, not just reactive problem-solving. Weak CAPA systems signal future schedule disruptions and quality escapes.
6. Regulatory & Safety Certifications Plan
Market certification matrix (IEC 62368-1, UL/ETL, EMC routes), pre-compliance test reports, NRTL test schedule | Documented responsibility assignments using a clear RACI framework (Responsible, Accountable, Consulted, Informed); consistent safety claims across packaging and manuals | Certification planning should happen before tooling commits, not after pilot builds reveal gaps
Documented processes prevent inconsistent safety claims across packaging, manuals, and marketing materials. If the supplier can’t clearly explain their safety listing approach for amplifiers—whether pursuing UL, ETL, or other recognition—you risk late-stage surprises that delay product launches and add unplanned testing costs. Markets like the United States require IEC 62368-1 compliance, typically through UL or ETL recognition, while European markets follow CE marking routes. For practical guidance on navigating these choices, see Safety Listing for Amplifiers: UL vs. ETL. Clear planning prevents rework and protects launch windows.
7. Engineering Change & Firmware Control
ECN/ECO workflow documentation, version control system, backward compatibility testing protocols, release notes tied to acceptance tests | Defined SLA for change notices; regression test packs that prevent silent breakage | Change control prevents the most insidious quality problems—those where everything appears fine until a subtle component substitution or firmware revision creates an interaction effect that wasn’t in the original validation
A defined service-level agreement for change notices protects your program timeline. Regression test packs prevent silent breakage when components get substituted or firmware updates occur. Undocumented changes can invalidate previous certification testing and create field issues that are difficult to diagnose. This discipline is especially critical for amplifiers with DSP integration and complex protection circuits. Poor change control turns minor component running changes into certification invalidation and warranty spikes.
8. Reliability Program (Thermal, Derating, HALT/HASS, Burn-In)
Stress test profiles, acceptance threshold criteria, field-failure feedback integration | Thermal margin targets defined pre-tooling; accelerated life tests linked to CAPA system | Thermal management drives amplifier reliability more than almost any other factor
If derating calculations and thermal simulation aren’t part of their development process, you’re likely to see failures months after launch when seasonal temperature variations push marginal designs past their limits. Reliability investment during amplifier manufacturing services reduces warranty costs significantly. Accelerated testing finds design weaknesses before they become field problems. The supplier’s willingness to share test data and incorporate learnings into design standards indicates genuine partnership rather than transactional manufacturing. Weak reliability programs create deferred warranty liabilities that damage program economics.
9. Warranty Analytics & Design Learning Loop
Warranty trend analysis by failure mode, design feedback integration from field performance data, Pareto analysis cadence with brand partners, documented process for translating field intelligence into specification and test-plan updates | Measurable cycle-time from field intelligence to design improvement; systematic capture of learnings into specifications, test criteria, and manufacturing controls | This feedback mechanism transforms warranty exposure into reliability improvement and protects long-term program economics
The real value comes from closing the learning loop. Field performance data should drive updates to specifications, test plans, and manufacturing controls that prevent recurrence across your product portfolio. If warranty trend analysis sits in reports without triggering systematic improvements, the supplier is documenting problems without solving them. Suppliers who systematically capture field learnings and integrate them into their quality system become more valuable partners over time because they’re continuously reducing the risk of repeat failures. This capability directly impacts your warranty reserve accuracy and brand reputation protection.
Gate criteria: Do not proceed to pilot without artifacts for items 1–3. Do not scale production without evidence for items 4–9.
Structuring Your Vendor Diligence Session for Maximum Risk Discovery
Structure your vendor evaluation around artifact review rather than verbal assurances. Send a document request list two weeks before the meeting covering all nine non-negotiables. A factory evaluation for amplifier manufacturing provides additional on-site assessment criteria that complement this diligence framework.
Agenda framework: Spend the first 30 minutes reviewing QMS documentation and traceability demonstrations. Allocate the next 40 minutes to production test coverage, CAPA history, and reliability programs. Reserve the final 20 minutes for certification planning and change control workflows.
Integrate stakeholder lenses throughout the tour. Engineering should probe DFM inputs, reliability testing protocols, and thermal margin calculations. Procurement must clarify MOQ implications, lead-time buffers, and the cost impact of quality controls. Quality teams validate CAPA effectiveness and traceability system performance under production conditions.
Red flag patterns include vague responses to specific questions, inability to produce requested documentation on-site, and excessive focus on equipment capabilities without corresponding process controls. Watch for untraceable fixture changes, inconsistent work instructions across shifts, “single point” process owners with no cross-training, CAPA closures without evidence of PFMEA or control-plan updates, and firmware versioning managed on whiteboards rather than controlled systems. If the supplier can’t demonstrate their systems in real-time during your visit, those systems probably don’t function reliably during production. These patterns signal future schedule disruptions, quality escapes, and inflated warranty costs.
Decision outcomes should map to clear gates. A supplier lacking artifacts for items 1 through 3 should not proceed to pilot regardless of pricing. Missing evidence for items 4 through 9 means pilot-only engagement until those gaps close. Full production scaling requires complete compliance across all nine criteria.
What Moves to Contract/Pilot (and What Stays in Diligence)
Diligence findings determine the engagement model. Suppliers demonstrating maturity across all nine areas can move directly to commercial negotiation and pilot planning. Those with gaps in items 4 through 9 require a limited pilot with mandatory corrective action before scaling.
Moves to contract: Documented QMS scope; defined traceability model; IQC controls for critical components; agreed test limits and fixtures; preliminary certifications plan by market; ECN/ECO workflow including firmware; reliability test plan with thermal targets; warranty analytics cadence and design feedback protocol. Map each item into the Statement of Work and quality agreement, including acceptance criteria and data deliverables.
Stays in diligence: Open CAPAs; pending pre-compliance gaps; supplier-subtier risks not yet resolved; ambiguous test coverage on protection thresholds. These are tracked as pre-pilot actions with owners and due dates.
Absolute blockers include missing or expired ISO 9001 certification, inability to demonstrate material traceability, and lack of documented production test plans. These aren’t negotiable because they represent fundamental quality system failures that no amount of oversight can compensate for during production.
Contract terms should explicitly reference the audit findings. Build in milestone reviews tied to the nine criteria, particularly for engineering change notification timelines and warranty data sharing cadence. Documentation requirements from diligence become ongoing reporting obligations that protect your program investment.
The transition from diligence to pilot should include clear first-article approval criteria for amplifiers that validate the supplier’s quality system under production conditions. Pilot success doesn’t just prove the design—it proves the supplier’s ability to execute consistently. Understanding when choosing an OEM partner creates supply chain risk helps frame these nine criteria within your broader sourcing strategy.
FAQ
Is UL or ETL recognition better for amplifier safety certification?
Both UL and ETL are accredited Nationally Recognized Testing Laboratories in the United States, and either provides equivalent market access for safety compliance. The practical differences come down to testing timelines, fee structures, and the specific test lab’s experience with audio equipment. Choose based on your product launch schedule and the supplier’s existing relationships with test labs rather than treating one as inherently superior to the other.
Do we need burn-in if ATE coverage is high?
Burn-in and automated test equipment serve different purposes. ATE validates that components meet specifications at the time of test. Burn-in exposes infant mortality failures by stressing the unit under temperature and voltage for extended periods. High ATE coverage reduces dead-on-arrival rates but doesn’t eliminate early-life failures caused by marginal components or assembly defects that need thermal cycling to manifest. The decision depends on your warranty cost tolerance and field failure rate targets.
How do we verify CAPA effectiveness beyond reviewing documents?
Ask for trend data showing defect rates before and after specific corrective actions were implemented. Request access to their internal audit findings to see whether the same issues recur across audit cycles. Interview production personnel about recent changes to procedures or controls—if they’re unaware of recent CAPA-driven improvements, the system exists only on paper.
What’s a reasonable lead time for engineering change notifications?
Industry standard ranges from 90 to 120 days for changes affecting form, fit, or function. Critical safety-related changes may require longer notice periods to allow for revalidation testing. The audio OEM vendor should provide a formal change matrix defining notification requirements by change type, with shorter windows only acceptable for non-functional changes like cosmetic updates that don’t affect certification or performance.
What’s the minimum acceptable traceability level?
Context varies by market and risk appetite, but at a minimum the system should link materials and processes to serial or lot numbers and test results, enabling bidirectional look-ups within minutes during containment. This is a generally accepted practice in regulated and high-reliability manufacturing, supported by frameworks from organizations like NIST.
Next Steps
Download the 9-Point OEM Amplifier Supplier Audit Checklist as a PDF for your next vendor evaluation. This print-ready format includes space for notes and findings during factory tours.
Understanding when choosing an OEM partner creates supply chain risk helps frame these nine criteria within your broader sourcing strategy. The checklist works best when integrated into a comprehensive vetting framework that balances quality, lead time, and cost considerations.
Ready to discuss your program’s specific requirements? Contact China Future Sound to schedule a 30-minute pre-audit review where we can address your certification timeline, volume requirements, and technical specifications before you commit to vendor meetings.
This article provides general information about OEM amplifier supplier due diligence for educational purposes. Individual circumstances vary significantly based on factors like target markets and regulatory regimes (e.g., safety and EMC requirements), amplifier classes and use environments (thermal/derating demands), planned volumes/MOQs and lead times, and documentation maturity across QMS, testing, and change control. For guidance tailored to your program’s specifications and compliance plan, consult qualified professionals.
Our Editorial Process
We prioritize accuracy, clarity, and real-world usefulness. Articles are reviewed for structure, terminology consistency, and alignment with our B2B content guidelines before publishing.
About the China Future Sound Insights Team
The China Future Sound Insights Team comprises engineers and program managers with decades of combined experience in OEM amplifier manufacturing and private-label program development. Based in Jiashan, China, our team supports brand partners worldwide through the complete product lifecycle—from DFM review through production ramp and ongoing quality management. We publish practical frameworks and checklists to help audio brands make informed sourcing decisions and reduce program risk.
References
[1] International Organization for Standardization. (2015). ISO 9001:2015 Quality management systems — Requirements. https://www.iso.org/standard/62085.html
[2] National Institute of Standards and Technology. Traceability in Manufacturing Systems (general principles of identification and genealogy). https://www.nist.gov/
[3] International Electrotechnical Commission. (2020). IEC 62368-1:2018 Audio/video, information and communication technology equipment – Part 1: Safety requirements. http://webstore.iec.ch/en/publication/33513
[4] Federal Communications Commission. Equipment Authorization — RF Devices (U.S. market access for EMC/RF). https://www.fcc.gov/engineering-technology/laboratory-division/general/equipment-authorization
[5] American Society for Quality. HALT/HASS guidance for accelerated testing and screening. https://asq.org/



