
📌 Key Takeaways
Manufacturing quality doesn’t have to sacrifice speed when you implement the right testing gates at the right moments.
Myth-Busting Reality Check: Well-engineered ATE protects throughput as much as it protects quality through standardized fixtures, capability-based limits, and clear fail-code taxonomy that speeds rework and vendor feedback.
Standards Become Your Accelerator: Aligning acceptance criteria with recognized standards like IEC 62368-1 and IPC-A-610 accelerates sign-off across purchasing, compliance, and quality teams because the language is already familiar and auditable.
Golden Units Prevent Expensive Drift: Weekly re-verification of reference units catches fixture drift before it affects production, maintaining test accuracy and preventing false failures that slow throughput.
Traceability Creates the Feedback Loop: Unit-level IDs linked to fail codes enable rapid correlation with supplier lots and process changes, reducing repeat escapes and stabilizing production ramp.
Target the Critical Few: Focus testing on functions that map directly to field-perceived failures—power sequencing, audio path integrity at standard loads, and protection circuits—rather than comprehensive specification validation.
Small testing investments prevent disproportionately large field failure costs while maintaining production velocity.
For amplifier manufacturers and their brand partners seeking to balance quality assurance with production efficiency, these testing strategies transform potential bottlenecks into competitive advantages.
ATE/EOL functional testing adds controlled minutes at the production line yet prevents outsized field failures and reputational damage. This guide defines minimum viable test coverage for amplifier manufacturing, explains how to prevent “test time creep,” and shows how standards-aligned acceptance criteria help purchasing and compliance stakeholders sign off with confidence.
When Minutes of Testing Save Months of Pain
Definition. Automated Test Equipment (ATE) and end-of-line (EOL) functional testing verify that a finished amplifier meets its electrical and safety expectations before it leaves the factory.
Analogy. Think of ATE as the circuit’s “pre-flight check.” Small, repeatable gates catch issues before takeoff.
Scenario. The line is humming; five pallets are booked for outbound shipment. A technician hears a relay chatter on a random unit at 4 Ω load. Without a consistent test sequence, that noise becomes tomorrow’s dead-on-arrival returns. With ATE, it’s flagged, root-caused, and contained to a lot—before shipment.
Action. Commit to minimum viable coverage, stable fixtures, and unit-level traceability. That combination reduces DOA risk without materially slowing ramp.
ATE/EOL adds controlled minutes to production to run repeatable functional, safety, and labeling checks. Done with standardized fixtures, capability-based limits, clear fail codes, and traceability, ATE prevents latent defects from escaping to shipment while keeping throughput stable.
Myth & Reality: “ATE Kills Throughput”
Myth: “We can’t afford the minutes.”
Reality: Well-engineered ATE protects throughput as much as it protects quality. Three levers matter: standardized fixtures reduce operator variation and re-runs; capability-based limits, set from process data rather than spec sheets alone, cut false fails; and a clear fail-code taxonomy speeds rework and vendor feedback, shortening the loop.
What’s verified in this brief: The core claim that a small increase in ATE/EOL minutes can materially reduce DOA and warranty exposure. Consistent coverage beats ad-hoc sampling for avoiding RMA spikes, and locking test gates to manufacturing milestones improves first-pass outcomes.
General principle: In complex builds, variability travels unless constrained at well-placed gates. ATE prevents latent defects from escaping to shipment, and standards alignment accelerates multi-stakeholder sign-off—two relationships that should be made explicit in plans and reviews.
When amplifier manufacturers implement properly configured ATE systems, they often discover that the time investment in systematic testing prevents the much larger time losses associated with field failures, warranty investigations, and customer relationship recovery. Modern functional test systems can often validate critical amplifier functions in under two minutes per unit for standard configurations when properly optimized, though complex multi-channel amplifiers with DSP and advanced features may require additional time depending on the depth of testing required.
The Minimum Viable ATE/EOL Coverage for Amplifiers
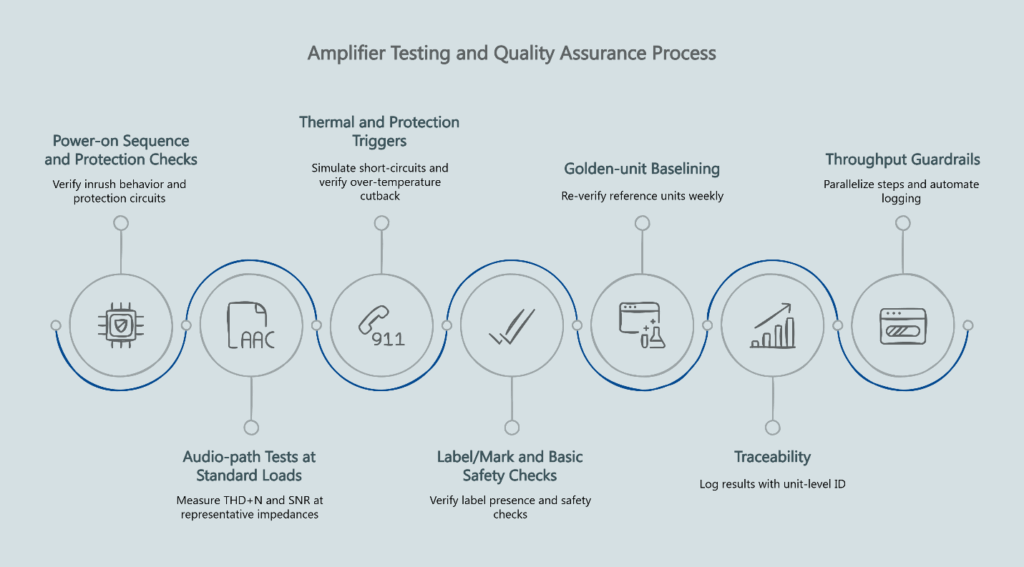
Focus on functions that most directly map to field-perceived failures and safety considerations:
Power-on sequence and protection checks. Verify inrush behavior, rail stability, and protection circuits respond appropriately to fault conditions. These tests confirm that amplifiers initialize correctly and shut down safely when limits are exceeded.
Audio-path tests at standard loads. THD+N and SNR measurements at representative impedances (4/8 Ω) using stable fixtures. These measurements confirm signal continuity and fundamental performance parameters within acceptable ranges rather than testing specification limits precisely.
Thermal and protection triggers. Short-circuit simulation and over-temperature cutback verification ensures thermal sensors trigger appropriate shutdown sequences and cooling systems function as designed.
Label/mark and basic safety checks. Presence, readability, and placement verification prior to final pass, combined with basic safety checks like proper grounding and insulation resistance.
Golden-unit baselining. Reference units re-verified weekly to detect fixture drift and ensure test system calibration remains accurate over time.
Traceability. Automatic results logging with unit-level ID creates the foundation for closed-loop quality improvement and rapid root-cause analysis when field issues occur.
Throughput guardrails: Parallelize non-blocking steps (label scans) and script automatic pass/fail logging to avoid operator pauses. Reserve deeper diagnostics for rework cells, not the main flow.
Modern production environments often support both 4 channel amplifiers and 5 channel amplifiers on the same line, making test system flexibility critical for accommodating different configurations without compromising coverage.
ATE Coverage Checklist
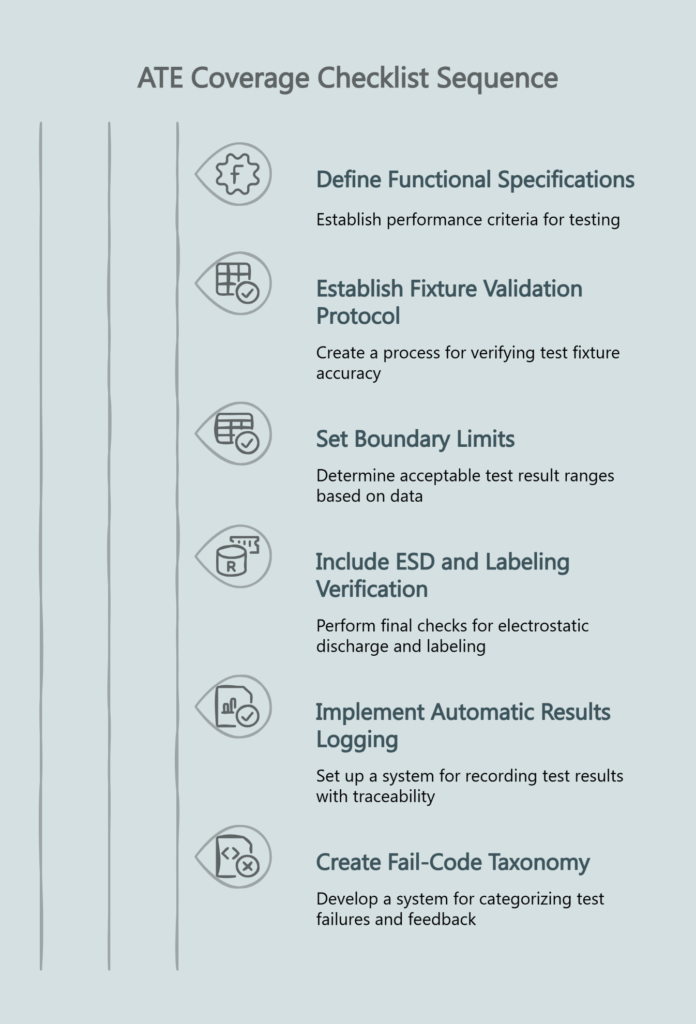
This checklist represents the minimum viable test coverage for amplifier end-of-line testing:
- Define functional specifications for power delivery, THD+N limits, SNR requirements, and protection circuit trigger points
- Establish fixture validation protocol with golden unit baseline and weekly re-verification schedule
- Set boundary limits based on process capability data rather than specification-only criteria
- Include ESD and labeling verification as final checks before unit approval
- Implement automatic results logging with unit-level traceability identification
- Create fail-code taxonomy mapped to specific rework flows and supplier feedback mechanisms
Standards-Aligned Acceptance Criteria
Professional amplifier testing relies on established industry standards that provide clear acceptance criteria for both technical performance and safety compliance. These standards create a common language between manufacturers, purchasing teams, and compliance organizations.
Safety Standards Foundation IEC 62368-1 provides the hazard-based approach to product safety for audio, video, and information technology equipment. This standard focuses on identifying potential energy sources and implementing appropriate safeguards rather than prescriptive design requirements. For pro audio equipment suppliers, compliance with this standard demonstrates systematic attention to safety engineering.
Assembly Quality Standards IPC-A-610 establishes visual acceptability criteria for electronic assemblies. This standard provides objective criteria for solder joint quality, component placement, and mechanical assembly integrity. Rather than subjective quality judgments, IPC-A-610 creates measurable acceptance criteria that reduce disputes and improve consistency between production lots.
ESD Control Requirements ANSI/ESD S20.20 defines the comprehensive approach to electrostatic discharge control in manufacturing environments. This standard addresses both facility-level ESD controls and product-specific handling requirements. Compliance demonstrates systematic attention to ESD-sensitive component protection throughout the manufacturing process.
Certification and Marking ETL and UL recognition provide third-party validation of safety compliance. These marks communicate to downstream stakeholders—including purchasing managers and compliance teams—that products have undergone independent safety evaluation. The Intertek ETL Listed Mark represents one pathway to demonstrate compliance with applicable safety standards.
First-Article to Ramp: Where ATE/EOL Testing Fits
The transition from prototype validation to volume production requires systematic integration of test gates with manufacturing milestones. This alignment ensures that quality checkpoints support production flow rather than creating bottlenecks.
Manufacturing Milestone Integration Effective programs tie ATE implementation to established quality gates. Incoming Quality Control (IQC) validates that test fixtures and procedures are properly calibrated. In-Process Quality Control (IPQC) monitors test system performance and identifies trending issues before they affect multiple units. Final Quality Control (FQC) provides the systematic verification that each unit meets acceptance criteria before shipment approval.
Traceability and Documentation Unit-level traceability creates the foundation for closed-loop quality improvement. Each tested unit receives a unique identification that links test results to specific manufacturing conditions, component lots, and process parameters. This traceability enables rapid root-cause analysis when field issues occur and provides the data needed to implement targeted process improvements.
Fail Code Taxonomy and Feedback Systematic fail code classification enables data-driven quality improvement. Rather than generic “fail” designations, effective programs implement specific fail codes that identify root causes and trigger appropriate corrective actions. This taxonomy feeds back to both internal process improvement and supplier quality discussions, creating continuous improvement loops that reduce future failure rates.
Modern production environments often support both 4 channel amplifiers and 5 channel amplifiers on the same production line. Test system flexibility becomes critical for accommodating different product configurations without compromising test coverage or extending changeover times.
Risk and Cost: What Happens Without Systematic Testing
The financial impact of inadequate end-of-line testing extends far beyond the immediate cost of returned units. Field failures trigger cascading costs that often exceed the original product value.
Direct Return Costs DOA units create immediate logistics costs including return shipping, receiving inspection, and warranty replacement processing. These costs typically exceed the original manufacturing cost, particularly when expedited shipping is required to maintain customer relationships.
Reputation and Relationship Impact Field failures damage customer confidence and create relationship strain that extends beyond individual transactions. Purchasing managers who experience quality issues often implement additional incoming inspection requirements or seek alternative suppliers, creating long-term revenue impact that far exceeds the cost of proper end-of-line testing.
Investigation and Corrective Action Costs Each field failure triggers investigation activities that consume engineering and quality resources. Root-cause analysis, corrective action implementation, and verification testing represent significant indirect costs that systematic ATE testing could have prevented.
The data consistently shows that consistent test coverage delivers better results than ad-hoc sampling approaches. Random sampling may catch obvious defects but often misses the intermittent failures and edge-case conditions that cause the most problematic field issues.
Frequently Asked Questions
What’s the difference between ICT, ATE, and EOL functional testing?
In-Circuit Testing (ICT) validates individual components and connections before assembly is complete. ATE and EOL functional testing verify system-level performance after complete assembly. The distinction lies in testing scope—ICT focuses on component integrity while functional testing validates end-user performance characteristics.
How do we prevent test time from impacting production ramp schedules?
Focus test coverage on the highest-risk failure modes rather than attempting comprehensive specification validation. Optimize test sequences for parallel execution where possible, and establish clear test time budgets based on production throughput requirements. Most critical amplifier functions can be validated in under two minutes per unit with proper test design.
Which safety and assembly standards should our acceptance criteria reference?
IEC 62368-1 for product safety, IPC-A-610 for assembly acceptability, and ANSI/ESD S20.20 for ESD control provide the foundational standards for professional amplifier testing. ETL or UL recognition adds third-party validation that accelerates customer acceptance.
How do we determine appropriate sampling versus 100% testing strategies?
Critical safety functions and customer-visible performance parameters typically require 100% testing. Secondary parameters that don’t affect safety or basic functionality may be suitable for statistical sampling. The decision depends on failure mode severity, detection difficulty, and cost of field failures versus test investment.
Subscribe to our newsletter to receive insights on amplifier manufacturing quality and testing best practices.
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
By the China Future Sound Insights Team
About the Insights Team — The Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



