

📌 Key Takeaways
Private-label quality holds up only when sample approval and production tracking work as one connected system — not as separate tasks owned by different teams.
- One System, Not Two: Approving a sample without tracking every unit in production leaves your brand open to quality drift that no one catches in time.
- Align Teams Before Launch: Procurement, QA, and product leaders each see different risks — a shared checklist turns those clashing views into one clear approval decision.
- Proof Beats Promises: Strong suppliers show test data, route-control logs, and traceability records — not just a good-looking prototype and a competitive quote.
- Lock Standards Early: Setting acoustic, thermal, and reliability targets before tooling prevents the warranty spikes that hit when those details get decided too late.
- The Handoff Is the Risk: The move from approved prototype to full production is where quality most often breaks down — treat it as the highest-stakes gate in the entire program.
Engineering proof — documented, traceable, and owned across every team — is the only real guard against warranty costs and commodity drift.
Quality and procurement leaders evaluating private-label amplifier partners will gain a practical review framework here, preparing them for the detailed blueprint that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Private-label quality becomes predictable only when First-Article Approval and QR-code production traceability are governed as one cross-functional system — not as separate checkboxes owned by different departments. Unified manufacturing handoff governance aligns stakeholder goals while lowering launch risk and protecting the brand differentiation that makes a private-label program worth running in the first place.
A signed sample is not enough for launch confidence. A valid first article without production traceability still leaves the brand exposed. For mid-market audio distributors in the United States evaluating amplifier partners, the safer approach is to treat supplier approval as unified manufacturing handoff governance: one commercial and technical system that aligns Procurement, QA, Product, and program leadership around the same evidence chain. Stakeholder friction in these programs usually reflects incomplete proof, not personality conflict — and strong suppliers make alignment easier because they can produce evidence, not just promises.
Why Private-Label Quality Breaks at the Handoff, Not Just on the Factory Floor
The prototype looked perfect. The procurement team approved the unit cost. The product team signed off on the cosmetics. And then, fourteen weeks into mass production, warranty claims started climbing — because nobody translated those three separate approvals into a single, measurable launch standard.
This is the handoff problem, and it’s where most private-label amplifier programs begin to erode. Quality risk is rarely a factory-floor surprise. It starts earlier, in the gap between a visually approved prototype, a procurement target that prioritizes visible BOM cost, and a QA expectation that never got documented in language both sides could audit. When these signals aren’t reconciled before tooling, the result is spec-drift — the slow, invisible erosion of the performance characteristics that were supposed to differentiate your brand from commodity clones.
Consider what that gap looks like in practice. A QA manager at a national distributor is reviewing an amplifier partner. The sample passed a listening check. The quote is competitive. The schedule looks workable. Yet no one has agreed on the measurable thresholds for acoustic consistency, electrical stability, route-control discipline, or non-conformance escalation. The supplier looks approved, but the program is still undefined.
The cost compounds fast. Warranty exposure. Program delays that push past MOQ commitments. And the hardest cost to quantify: the gradual slide into a “sea of sameness” where your private-label SKU becomes indistinguishable from every other white-label amplifier on the shelf. Private-label brands do not lose margin only on invoice price. They lose it through field failures, containment work, schedule recovery, and the slow erosion of differentiation when production drifts into the same tolerance fog that defines commodity programs.
That pattern is preventable. But prevention requires something most cross-functional teams don’t yet have — a shared operating logic for first-article approval criteria and production traceability that every stakeholder can read, audit, and enforce. The question worth asking is not whether a supplier can build one acceptable unit. It is whether the supplier can prove that approved intent survives DVT-to-PVT handoff, ramp, and routine change. That is why supplier fit beats lowest BOM as the right frame for evaluation.
The Two Systems That Must Work Together: First-Article Approval and Production Traceability
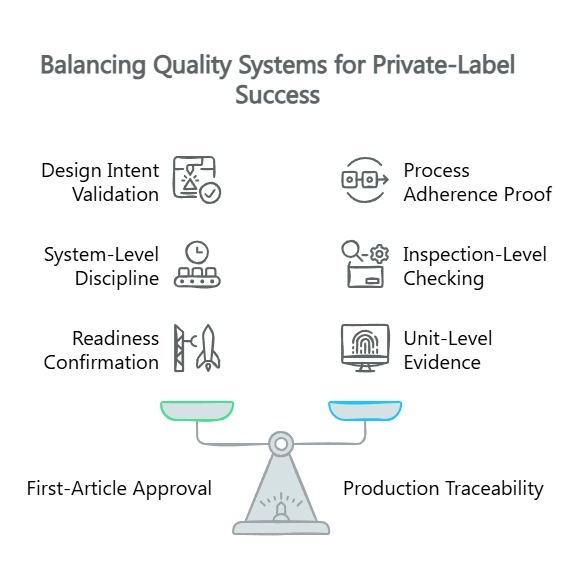
Two quality systems sit at the heart of any defensible private-label launch. One defines the standard. The other proves adherence at scale.
First-Article Approval is the flight readiness review. It’s the engineering gate that validates whether a production unit matches the approved design intent across electrical, acoustic, and reliability parameters. A strong first-article process goes beyond visual confirmation; it requires documented acceptance thresholds, golden sample benchmarks validated through instruments like KLIPPEL QC or AP Audio Precision, and explicit sign-off criteria that every stakeholder recognizes as binding.
QR-Code Production Traceability is the digital fingerprint for every unit off the line. It binds test data to individual serial numbers, controls the testing route so no station can be skipped without a logged exception, and creates a unit-level evidence chain governed by frameworks consistent with ISO 9001:2015 quality management principles. Where first-article approval answers “Are we ready to produce?”, traceability answers “Did every unit pass through the gates we set?”
Widely accepted quality practice makes the distinction clear. ASQ’s explanation of quality assurance versus quality control reinforces the difference between system-level process discipline and inspection-level checking, while the GS1 Global Traceability Standard shows why interoperable traceability matters when organizations need reliable evidence chains across operations.
DVT validation confirms the design intent—but without production traceability at PVT scale, there’s no mechanism to detect or contain tolerance drift as volume ramps. Approval without traceability becomes optimism. Traceability without a strong first-article standard becomes detailed logging of an undefined process. One system without the other is half a quality promise.
Where Stakeholder Goals Clash
Every function at the table sees the same supplier through a different risk lens. That’s not dysfunction — it’s a natural consequence of different accountability structures. The problem surfaces when there’s no shared framework for resolving those differences before a launch decision gets forced.
| Stakeholder | Main Priority | What They Fear | What Evidence They Need |
|---|---|---|---|
| Program Owner | Speed-to-market, launch confidence | Missed timelines, weak differentiation | Clear approval gates and a reusable framework |
| QA Manager | Repeatability, tolerance control | Spec-drift, hidden test escapes | KLIPPEL/QC proof, route control, gate coverage |
| Procurement | TCO, supplier accountability | Hidden warranty cost, fragile supply chain | Traceability, FIFO discipline, evidence-backed controls |
| Product Leadership | Brand credibility, margin durability | Quality dilution, reputational damage | Unified proof that sample intent survives scale |
Consider a QA Manager at a national audio distributor reviewing a potential amplifier manufacturer. QA needs documented IQC, IPQC, and FQC gate coverage — not just a factory tour. Procurement is evaluating TCO and wants evidence that traceability enables targeted containment rather than untraceable batch-wide actions. Product leadership needs confidence that the acoustic signature approved during development won’t drift at volume.
This is where cross-functional language matters. Procurement may talk about TCO, MOQ, lead time, and supplier accountability. QA may focus on validation depth, tolerance tracking, and containment readiness. Product leadership often translates all of it into a simpler board-level question: will this launch strengthen the brand or create avoidable exposure?
Each perspective is valid. None is complete alone. The friction isn’t about who’s right — it’s about the absence of a single document that translates every function’s concerns into one approval logic.
The Private-Label Quality Blueprint
This is the bridge. Rather than treating first-article approval and production traceability as isolated checkboxes, the blueprint connects them into a six-stage operating system — a decision tool, not a factory SOP. Every stakeholder gets a clear role, clear evidence requirements, and a shared definition of “approved.”
Stage 1: Define commercial intent and target product requirements. Before engineering work begins, Procurement, Product, and the Program Owner align on what “success” looks like — not just aesthetics and price, but acoustic targets, thermal margins, and reliability expectations tied to warranty exposure. Quality thresholds should serve market strategy, not float in isolation.
Stage 2: Translate the approved prototype into a formal first-article acceptance package. This means documenting the specific electrical, acoustic, and mechanical thresholds that a production unit must meet — and tying those thresholds to golden sample benchmarks validated through DFM/DFX review. Visual confidence is not a standard. A supplier alignment framework can help structure this translation.
Stage 3: Lock golden sample governance. Define custody, version control, and sign-off ownership. Golden samples without version-controlled custody become unreliable benchmarks within months. Revision logic and escalation rules should be explicit — because “approved sample” quickly becomes a vague memory rather than a usable reference point without that discipline.
Stage 4: Define production route control and unit-level traceability. Every unit needs a QR-code or barcode identity that binds test data to its serial number. The testing route cannot be bypassed without logged exception handling. This is what makes the first-article standard enforceable at volume, and it aligns with the GS1 Global Traceability Standard for interoperable evidence chains.
Stage 5: Require IQC/IPQC/FQC coverage plus reliability proof before scale approval. Incoming materials, in-process checks, and final quality gates must all be specified — not assumed. Reliability laboratory testing should be completed before SOP ramp, not after the first warranty claim. Setting thermal and reliability expectations before tooling prevents warranty spikes downstream.
Stage 6: Establish change-control and escalation ownership. ECO/ECR processes need named owners across Procurement, QA, and Product. The supplier should show who owns change review, who approves cut-in logic, and how affected units can be identified if something goes wrong. Component drift and non-conformance require a defined escalation path — not a cross-functional email chain.
That six-stage sequence represents the strategic opportunity in the DVT-to-PVT handoff. Many teams treat that handoff as a timeline bridge. In practice, it is a risk-conversion point. Weak handoffs turn approved prototypes into unstable programs. Strong handoffs turn engineering rigor into durable brand equity.
The Full-Cycle Manufacturing Handoff Checklist
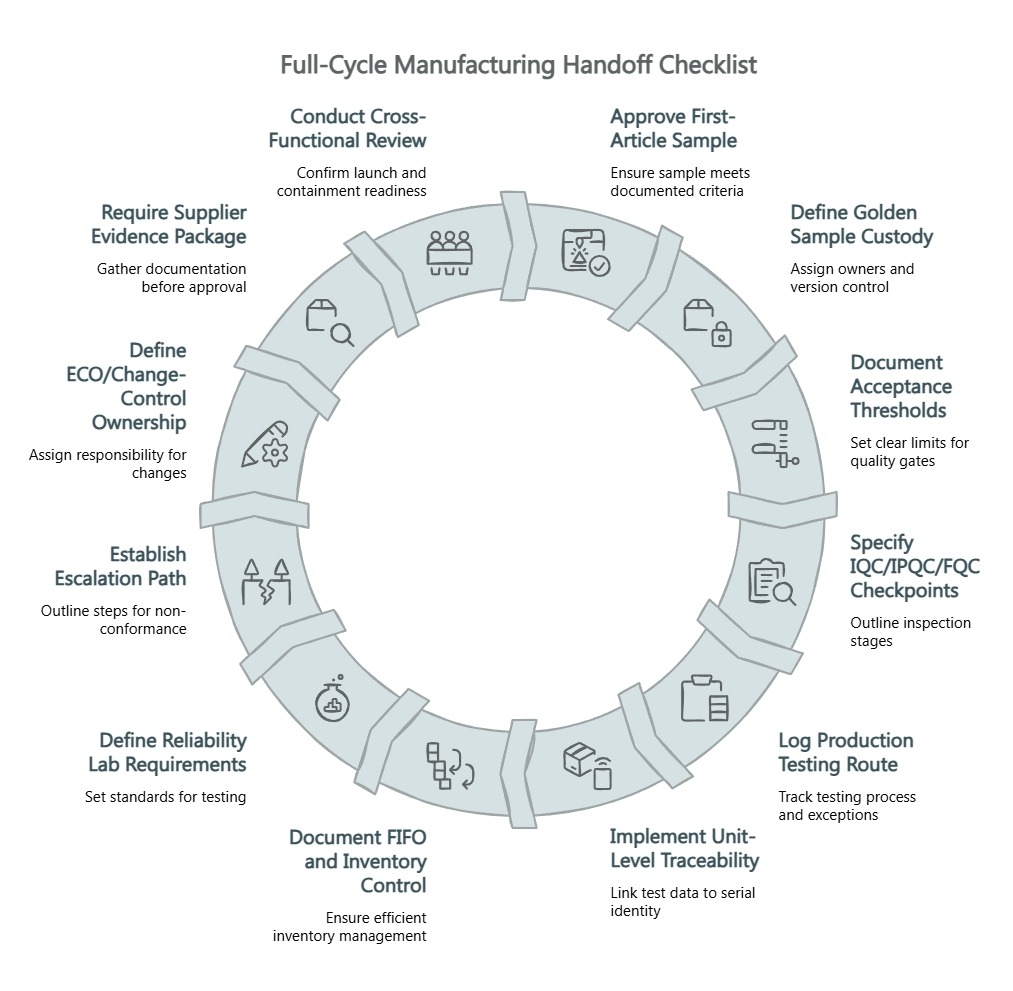
This is the practical artifact. Print it, share it before the next supplier review, and use it as a cross-functional sign-off document.
- [ ] Final first-article sample approved against documented test criteria — not visual confidence alone
- [ ] Golden sample custody, version control, and sign-off owners defined
- [ ] Acceptance thresholds documented for electrical, acoustic, and reliability gates
- [ ] IQC / IPQC / FQC checkpoints specified
- [ ] Production testing route cannot be bypassed without logged exception handling
- [ ] Unit-level barcode or QR-code traceability binds test data to serial/output identity
- [ ] FIFO and inventory-control expectations documented
- [ ] Reliability lab requirements defined before SOP/ramp
- [ ] Escalation path for non-conformance and component drift defined
- [ ] ECO/change-control ownership defined across Procurement, QA, and Product
- [ ] Supplier evidence package required before mass-production sign-off
- [ ] Final cross-functional review confirms both launch readiness and containment readiness
Each line item maps to a specific stage in the blueprint above. If a supplier can produce documented evidence for all twelve, the team has a defensible basis for approval. Where gaps appear, the checklist makes them visible before production begins rather than after field failures surface.
What Evidence a Supplier Must Produce Before Approval
The blueprint defines what to verify. This section defines what “proof” actually looks like in practice, because the distinction between quality assurance and quality control matters here — governance-level QA sets the system; inspection-level QC executes within it.
First-article proof. Documented test results showing that production samples meet the acceptance thresholds, not just visual sign-off. For amplifier programs, this generally means electrical performance verified through calibrated test systems and acoustic output validated against golden sample benchmarks. Strong amplifier manufacturing frameworks make the acceptance package visible.
Production-route proof. Evidence that the testing route is enforced by the manufacturing execution system — units cannot skip stations. Suppliers operating under ISO 9001:2015 process discipline with ERP/WMS integration and QR-code route control can demonstrate this through system logs. If test stations can be skipped under pressure, the system is weak by design.
Reliability proof. Accelerated life testing, destructive power testing, and long-term reliability results conducted before tooling — not just at EVT stage. The gap between DVT validation and PVT-scale output is where reliability risks hide. Setting thermal and reliability expectations before tooling prevents warranty spikes downstream.
Traceability proof. Demonstration that unit-level data binding exists — that any single amplifier can be traced back to its component lot, test results, and production date. This is what separates targeted containment from untraceable batch-wide exposure.
Change-control proof. A documented ECO/ECR process with defined lead times and named cross-functional ownership. The supplier should show how change decisions are reviewed, approved, and communicated — not merely promise visibility.
Capacity and consistency proof. ERP-managed FIFO controls, workforce and equipment scale appropriate to the program’s MOQ and lead-time commitments, and ongoing golden sample reconciliation that prevents tolerance drift over extended production runs. China Future Sound presents a maturity profile that illustrates what credible capacity evidence looks like in practice: an R&D team of over 20 people spanning acoustics, electronics, structure, and software; finite element simulation, KLIPPEL R&D/QC, and AP Audio Precision systems; destructive power testing and a dedicated reliability laboratory; ERP/WMS with FIFO and barcode/QR-code traceability; ISO 9001:2015 process control with IQC/IPQC/FQC gates; a six-acre facility with a 300-person workforce producing 1,000 amplifiers daily; and more than two decades of manufacturing experience. For broader manufacturing context, see Amplifier Production and this risk-minimized sourcing framework.
How to Use This Blueprint in a Real Vendor Review
A framework only creates value if cross-functional teams can apply it in practice. Here are three specific moments where this blueprint earns its place.
During RFQ shortlist comparison. When evaluating multiple amplifier suppliers, use the checklist as a scoring baseline. Rather than comparing on visible BOM cost alone, evaluate which suppliers can produce documented evidence for each line item. The supplier with the lowest quote but gaps in traceability may carry a far higher total program cost. A risk-minimized sourcing framework can structure this comparison, and understanding why supplier fit beats lowest BOM is critical at this stage. That is also where RFQ-to-SOP timeline logic becomes useful.
During factory audit or pre-launch review. Walk the production floor with the checklist in hand. Ask to see the golden sample storage, the route-control system on a live line, the IQC/IPQC/FQC records for the most recent run. The checklist converts a subjective factory visit into an evidence-gathering exercise. A structured factory evaluation checklist can complement this review. The conversation improves when the team asks for route control, traceability, and sign-off ownership instead of generic reassurance.
During launch-readiness sign-off. Before approving the RFQ-to-SOP timeline for mass production, require every stakeholder to confirm that their corresponding checklist items are met. Procurement gets a clearer TCO discussion. QA gets measurable control expectations. Product leadership gets proof that differentiation will survive scale. This eliminates the “we thought someone else was handling it” failure mode that derails programs in the final weeks.
From Stakeholder Friction to Launch Confidence
The transformation this blueprint enables is not about adding more process. It’s about replacing ambiguity with shared evidence.
From “the sample looks good” to “the system is auditable.” From Procurement and QA arguing over the same supplier from different spreadsheets to both working from shared approval logic. From choosing the lowest-cost supplier and hoping for the best to selecting for evidence-backed supplier fit and building a business case that stands up to scrutiny.
True private-label success is built in the reliability laboratory, not the marketing department. Engineering rigor — documented, traceable, and governed across every function — is the only hedge against warranty risk and commodity drift. First-article approval frameworks with amplifier manufacturers for private-label programs work when they’re paired with production traceability and owned by the whole team.
If your team is auditing private-label amplifier partners, use this blueprint as your review baseline. China Future Sound should enter that conversation as a partner whose controls can be examined, not as a brand asking for blind trust. When you’re ready to discuss how these controls map to your next program, get in touch to start a conversation anchored in evidence rather than assumptions.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the China Future Sound Insights Team:
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



