

📌 Key Takeaways:
Pilot-stage decisions determine whether your amplifier program succeeds or becomes a costly warranty nightmare.
Lock Acceptance Criteria Before Scale: Define yield thresholds, test coverage, and burn-in requirements at first-article approval to prevent quality escapes during volume production.
Move Quality Gates Forward: Problems discovered after purchase orders cost significantly more to fix and create cascading schedule delays compared to issues caught during pilot validation.
Demand Comprehensive Documentation: Insist on complete traceability packages including test reports, controlled BOMs, and version-locked firmware to enable smooth manufacturing handoff and audit compliance.
Verify Manufacturing Partner Capabilities: Assess your ODM’s R&D depth, validation tooling, and quality systems before committing to ensure they can meet rigorous first-article gates quickly.
Transform Risk Into Control: A structured acceptance matrix with defined sign-off roles eliminates subjective approval decisions and makes production ramp predictable rather than speculative.
First-article approval separates successful launches from expensive recoveries.
For purchasing and compliance leaders at audio brands evaluating amplifier manufacturing partnerships, these strategies transform pilot validation from a formality into competitive advantage.
Missed at pilot. Paid for in warranty.
A purchasing review room hums with low conversation. Ten pre-production amplifiers sit on the table, still warm from burn-in. One looks flawless; another shows a faint scuff at the heat sink edge; a third logs a protection trip you didn’t expect.
If you release POs now, you accept the risk. If you lock first-article approval criteria first, you protect the launch, the brand, and the budget.
Locking first-article criteria at pilot is the cheapest place to prevent quality escapes and warranty exposure. Define yield, test coverage, burn-in, and documentation requirements now—before mass POs—so ramp is fast, predictable, and audit-ready.
The core principle is confirmed: first-article approval reduces downstream warranty and launch risk when acceptance criteria are defined and verified before POs. Everything below exists to make that principle work in practice.
The Pilot-Build Risk You Can Avoid
In amplifier programs, defects discovered after purchase orders are released cost more to fix and take longer to contain. This is widely understood in manufacturing: problems found earlier are cheaper and faster to address, while problems found later cascade into rework, schedule slips, and returns.
Brand partners launching amplifier programs face a critical decision point: approve pilot builds based on basic functionality, or implement comprehensive first-article criteria that prevent downstream program failures. Industry experience suggests that programs lacking defined acceptance criteria at pilot face significantly higher rates of quality escapes during volume production.
These failures typically stem from inadequate test coverage, insufficient burn-in validation, and incomplete documentation packages that create audit compliance gaps. The financial impact can be substantial—field returns may cost hundreds of dollars per unit when factoring in logistics, diagnosis, and replacement costs, plus brand reputation damage that affects future platform launches.
The verified directive is to move the decision gates forward—into first-article approval—so yield, test coverage, burn-in profile, and the documentation bundle are locked before scale.
Critical Acceptance Gates for Platform Success
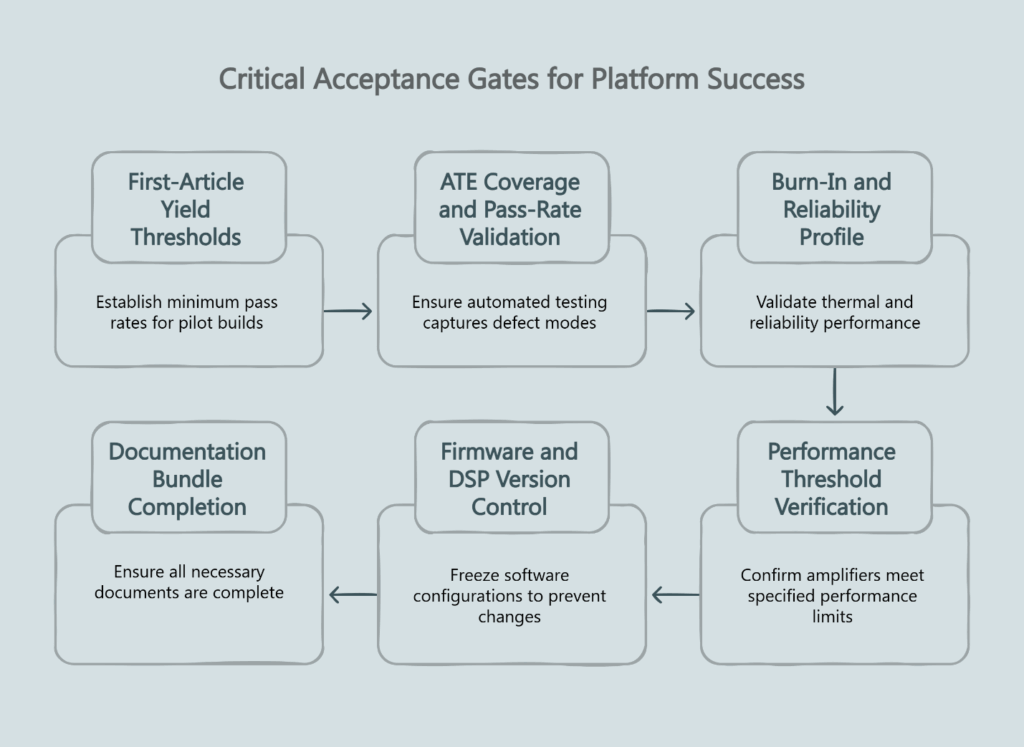
These gates combine verified requirements with generally accepted manufacturing practice. Quantitative thresholds vary by program, environment, and compliance regime, so buyers should require the criteria and the supporting evidence at first-article.
First-Article Yield Thresholds prevent costly rework by establishing minimum acceptable pass rates for pilot builds before mass production authorization. This creates a shared baseline for ramp decisions and prevents optimistic POs that outpace process control. Yield targets should align with the program’s acceptable DOA level—the central idea is alignment, not a universal number.
ATE Coverage and Pass-Rate Validation ensures automated test equipment captures defect modes that create warranty exposure. Coverage must include functional modes and protection features with documented pass-rates that satisfy DOA goals. As outlined in the NIST Engineering Statistics Handbook, reliability screening methods should stratify pass-rates by failure class to separate noise from true defects.
Burn-In and Reliability Profile validates thermal and reliability performance under conditions that mirror actual duty cycles. Pilot burn-in should model expected duty cycles (load, temperature, duration) and confirm protection behavior. Thermal stress is the usual failure amplifier; reliability screening here prevents intermittent faults from reaching customers.
Performance Threshold Verification confirms amplifiers meet specified distortion limits, signal-to-noise ratios, and frequency response characteristics. These measurements require calibrated instrumentation and standardized test environments that ensure repeatability between pilot and production builds.
Firmware and DSP Version Control freezes software configurations to prevent uncontrolled changes during production scale. Record firmware/DSP version and checksum at first-article. This prevents drift between pilot and mass production and provides auditability if later behavior changes.
Documentation Bundle Completion unlocks smooth manufacturing handoff and traceability. A complete bundle includes controlled BOM revision, ECO/ECR log, test reports, lot/serial policy, and safety/label masters. Without it, downstream holds and audit failures are common failure modes.
Before We Release POs, What Must Pass?
Answer first: the units, the tests, and the paper trail. Pilot units must meet fit/finish and functional specs; ATE must demonstrate coverage with an agreed pass-rate; burn-in must complete against the defined profile; labeling must be correct; and the documentation bundle must be complete and controlled.
First-Article Acceptance Matrix
| Gate | Target at First-Article | Evidence Required | Sign-Off |
|---|---|---|---|
| Visual & Mechanical | GD&T-critical dimensions in tolerance; no cosmetic NCs beyond agreed limits | Measurement report; visual inspection record | Quality + Purchasing |
| Functional & Protection | All modes pass; protections trigger and recover per spec | ATE report with coverage list and limits | Engineering + Quality |
| ATE Coverage & Pass-Rate | Coverage list approved; minimum pass-rate aligned to DOA goal | Coverage matrix; first-pass yield summary | Engineering + Compliance |
| Burn-In / Stress | Duration, load, and temperature per duty cycle; zero critical failures | Burn-in log; failure analysis (if any) | Quality + Compliance |
| Acoustics / Distortion | Thresholds per program spec | Test report with instrumentation method | Engineering |
| Firmware / DSP | Version freeze + checksum; rollback policy defined | Version record; checksum; policy doc | Engineering + Quality |
| Traceability | Lot codes; MES/serial policy; test data retention defined | Traceability map; data retention policy | Quality |
| Label Masters | Ratings, safety marks, COO, warnings correct per ETL standards | Label master signed; artwork file | Compliance |
| Documentation Bundle | Spec, test reports, CoC/CoA, BOM rev, ECO/ECR log | Controlled repository link; index | Purchasing + Compliance |
This matrix transforms acceptance criteria into actionable sign-off requirements. The right column ensures accountability; the middle columns ensure repeatability.
ODM Partnership Capabilities That Enable Rapid Qualification
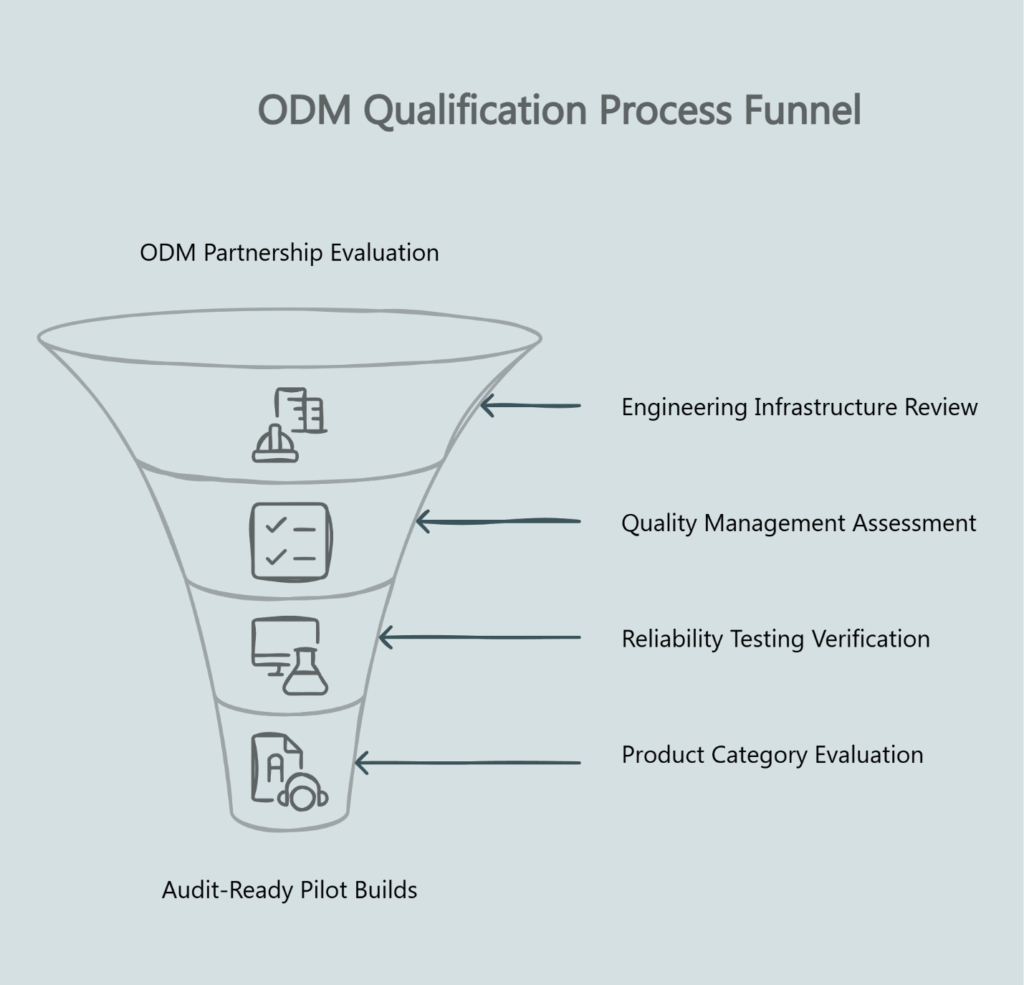
The speed and thoroughness of first-article qualification depends directly on your manufacturing partner’s engineering infrastructure and quality management capabilities. Brand partners evaluating ODM relationships should assess R&D depth, validation tooling, and quality gate implementation.
China Future Sound’s approach is capabilities-first and audit-ready by design. According to company documentation, CFS operates with 20+ engineers across acoustics, structure/thermal, software, and electronics. Their reported tooling includes FEA for magnetic circuits and vibration systems, 3D modeling with CNC prototyping and 3D scanning for fit validation, and software toolchains including Keil, MPLAB X, SigmaStudio, CCES, and Arduino—validated by black-box and white-box software testing.
The company reports that quality flows IQC → IPQC → FQC and is supported by a Reliability Lab running routine reliability tests aligned to design requirements. These capabilities, if verified during due diligence, suggest CFS can define and meet first-article gates quickly and keep pilot builds audit-ready for purchasing and compliance leaders.
From an evaluation perspective, buyers can review product categories such as 4 channel amplifiers and 5 channel amplifiers, adjacent speaker manufacturing, or broader pro audio supply scope.
Documentation Control and Manufacturing Handoff Strategy
Three habits turn a good pilot into a stable ramp. First is version control: freeze firmware/DSP, log checksums, and protect changes behind an ECO/ECR gate so behavior stays consistent from pilot to mass production. Second is traceability: serial policies, lot codes, and data retention make field issues containable and audits straightforward. Third is coverage discipline: keep the ATE list current as fixtures and limits evolve so pass-rates stay aligned with DOA targets.
For decision-makers, the key is embedding these rules into the first-article sign-off itself. If they are required at pilot, they will exist at scale.
Frequently Asked Questions
What is first-article approval in amplifier programs?
It is a formal pilot-build sign-off that locks criteria for yield, test coverage, burn-in, and documentation before scaling to mass PO volumes.
Why require ATE coverage at pilot?
It proves repeatable defect screening aligned to DOA goals without slowing ramp. Coverage and pass-rate targets should be documented and agreed.
What goes in the documentation bundle?
Safety/label masters, test reports, traceability records, and controlled BOM/firmware versions. Many teams also log repositories and retention policies so audits are straightforward later.
From Pilot Risk to Predictable Launch
A structured first-article approval is the moment where uncertainty becomes control. Yield thresholds make ramp decisions rational. ATE coverage and pass-rates align screening to DOA goals. Burn-in profiles surface reliability risks under realistic stress. The documentation bundle turns isolated tests into an audit-ready product.
When the acceptance matrix is signed at pilot, mass production stops being a gamble and starts being a schedule. Industry experience suggests that brand partners implementing comprehensive first-article qualification can achieve significant reductions in warranty exposure and faster production ramp compared to basic functionality approaches, though specific outcomes vary by program complexity and implementation quality.
Discuss your next program with CFS to explore platform capabilities and scope first-article gates, or review our amplifier manufacturing options to assess compatibility with your program requirements.
Disclaimer:
This article provides general information to aid OEM/ODM decision-making and is not a substitute for legal or compliance advice.
Our Editorial Process:
Every article is drafted against a documented strategy, reviewed by a subject-matter lead for accuracy and clarity, and re-checked against current product/process documentation. We update pages when standards, capabilities, or routes change; a change log is maintained internally.
About the CFS Insights Team: CFS’s Insights Team turns complex audio manufacturing topics into clear, decision-ready guidance for OEM/ODM buyers. Content is reviewed for clarity and accuracy and is informational, not professional advice.



