

📌 Key Takeaways
Supplier fit—the alignment of QMS maturity, reliability protocols, change control, and communication discipline—determines total program cost more accurately than Bill of Materials pricing alone.
- Hidden Costs Dwarf BOM Savings: Engineering rework, schedule delays, quality escapes, and inventory buffers routinely offset initial price advantages, particularly when suppliers lack structured governance systems.
- QMS and Reliability Evidence Are Hard Gates: Documented CAPA history, incoming inspection protocols, and stress-test validation using JEDEC-standard methodologies separate suppliers who test from those who truly validate.
- Predictive Pilots Require Real Stress: Pilot runs that mirror mass-production throughput, apply objective exit criteria, and demand PPAP-like sign-offs expose latent risks before launch, while optimistic prototypes merely delay problems.
- Change Control Is Risk Insurance: Firmware version management, documented ECO/PCN processes, and contractual test-data access transform component obsolescence and design evolution from crises into managed transitions.
- The 2×2 Reveals Total Cost: Plotting suppliers by capability fit versus BOM competitiveness exposes the “low-fit trap”—where attractive pricing camouflages weak processes that generate 15-25% hidden program expenses through firefighting and field failures.
Governance beats price when brands prioritize launch predictability and warranty control over spreadsheet optimization.
Brand-side product leaders, sourcing managers, and quality directors at audio and consumer electronics companies will find strategic framing here, preparing them for the detailed supplier evaluation frameworks that follow.
If BOM is the only number you optimize, you’ll pay it back—in delays, DOA rates, and brand risk.
The purchasing manager reviewing three amplifier bids sees the spreadsheet clearly: Supplier A is 8% cheaper than Supplier B. The choice seems obvious. But six months into mass production, that same manager is managing a crisis. Thermal failures are creeping into finished goods. Change orders take weeks instead of days. The “savings” have evaporated into engineering overtime, expedited air freight, and customer returns that damage the brand’s reputation far more than the original BOM delta ever justified.
This pattern repeats across the contract manufacturing landscape because sourcing decisions optimize for the wrong variable. Bill of Materials cost is a snapshot. Supplier fit is a system. The latter determines whether your amplifier program launches on schedule, scales predictably, and protects your brand through every firmware update and component change for the product’s entire lifecycle.
Supplier Fit Outperforms Lowest BOM Because It Prevents the Hidden Costs That Destroy Margins
An OEM amplifier supplier is a contract manufacturing partner with engineering depth, test capability, and a mature Quality Management System to build to your brand’s requirements. “Supplier fit” means demonstrated capability and governance alignment across QMS maturity, reliability evidence, design-for-manufacturing collaboration, change control, and program communication cadence.
Think of the supplier as your amplifier line’s pit crew—speed, reliability, and coordination under pressure.
A bid wins on price. Pilots “look fine.” But mass production stumbles: latent thermal and reliability defects surface, weak change control creates regression failures, and slow corrective action processes turn small issues into line stops. Any BOM savings get erased through rework, delays, and returns.
BOM is a narrow lens. It excludes NRE, tooling churn, engineering rework, schedule slips, and warranty exposure. Procurement doctrine recognizes this limitation—life-cycle cost and total cost of ownership frameworks require looking beyond unit price to all costs tied to acquiring, operating, and supporting a product throughout its useful life. In practice, a 3–5% BOM advantage may be offset by a single failed pilot run or an increase in field failures, depending on product complexity and warranty structure.
Hidden costs live in four buckets that rarely appear on purchase orders but always appear on P&L statements:
Engineering rework and validation cycles. When a supplier lacks structured change control, even minor component substitutions can invalidate months of thermal testing or safety certifications. You discover the change after production has started, forcing expensive re-validation under compressed timelines. Configuration management practices exist precisely to prevent this silent breakage—treating baseline control as essential governance, not bureaucracy.
Schedule latency and program delays. Tooling modifications that should take two weeks stretch to six because the supplier’s process lacks defined tollgates and accountability. Your product misses its market window. Competitors fill the gap.
Quality escapes and warranty risk. In some cases, field failure rates climbing from 0.5% to 2% can offset initial BOM advantages. The capital cost of those failures—plus the reputational damage—often exceeds original savings by multiples, particularly for complex amplifier systems with higher per-unit logistics and support costs.
Working capital drag from inventory buffers. Unreliable lead times and unpredictable minimum order quantities force you to hold excess safety stock. The capital tied up in that inventory—and the write-offs when designs change—compound hidden expenses.
For readers building internal consensus on total program cost, The Five Hidden Costs of a Cheap OEM Partnership provides additional framing for stakeholder alignment.
QMS Maturity and Reliability Evidence Are Non-Negotiable Gates
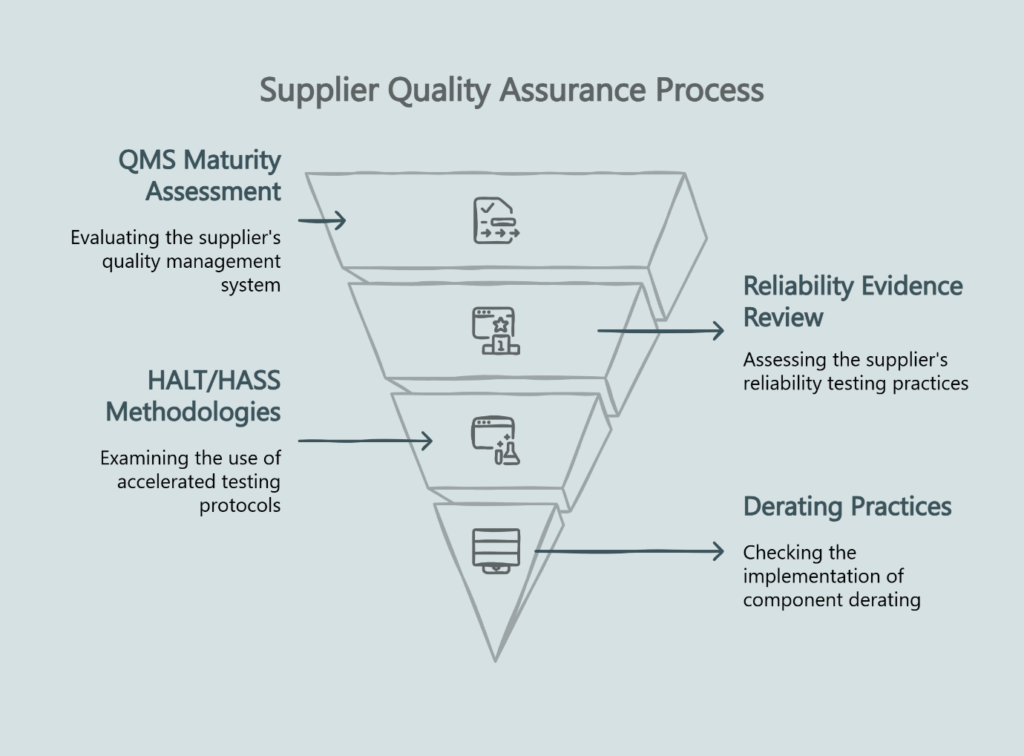
A supplier’s Quality Management System is your first line of defense against variability. Mature QMS processes don’t eliminate problems—they surface them early, contain them quickly, and prevent recurrence through systematic root-cause analysis. ISO 9001 formalizes what effective quality systems look like, establishing frameworks that consistently demonstrate lower defect rates compared to unstructured approaches.
Request documentation that proves operational maturity, not just certification. Ask for the last three Corrective and Preventive Action reports. Review their incoming inspection plan for key amplifier components: power transistors, electrolytic capacitors, transformer cores. Examine their traceability protocols for semiconductor date codes and supplier lot numbers. These artifacts reveal whether quality is a department or a discipline.
Reliability evidence separates suppliers who test from suppliers who validate. A professional reliability program for amplifier manufacturing includes environmental stress screening, accelerated life testing under realistic thermal profiles, and clear acceptance thresholds tied to your brand’s quality targets. Industry standards like the JEDEC JESD22 and JESD47 families codify stress-test driven qualification methodologies specifically to reduce field failures through disciplined, accelerated testing.
Specifically, look for evidence of HALT and HASS methodologies—highly accelerated testing protocols that expose latent design weaknesses and manufacturing defects before they reach customers. A supplier should be able to show you temperature cycling data, vibration profiles, and power-on stress results with defined pass/fail criteria. Derating practices for critical components (ensuring parts operate well below their maximum ratings) provide additional margin against field failures.
How to read a supplier test plan without the sales gloss: Look past the test names. Focus on three elements: sample sizes (are they statistically meaningful?), stress levels (do they exceed your worst-case operating conditions?), and failure criteria (are thresholds defined numerically, or vaguely described as “acceptable performance”?). If a supplier’s test plan lacks quantified acceptance limits, their reliability data will be equally ambiguous when you need to make production decisions.
Additional context for supplier evaluation: Factory Evaluation for Amplifier Manufacturing: A Shareable Thirty-Point Checklist
Pilot Performance Predicts Mass-Production Stability Better Than Proposals Do
Your pilot run is a dress rehearsal. If the sample size is too small, the stress profiles too gentle, or the exit criteria too subjective, you’re not learning what you need to know about the supplier’s ability to execute at scale.
Effective pilot programs mirror mass-production realities. Run quantities should be large enough to stress the full process flow—typically several hundred units minimum for amplifier assemblies. Apply environmental and electrical stress testing that exceeds your product’s rated specifications. Define yield targets and defect categories with the same rigor you’ll apply during volume manufacturing.
PPAP-like sign-offs—Production Part Approval Process frameworks borrowed from automotive manufacturing—create objective gates. Before moving to mass production, require documented evidence: first-article inspection reports, process capability studies, measurement system analysis, and sample approval by your engineering and quality teams. These artifacts become your baseline. Deviations during production trigger investigations, not negotiations.
Golden sample criteria must be unambiguous. What constitutes an acceptable unit? Electrical performance parameters within what tolerances? Cosmetic standards defined how? Thermal rise under sustained load below what threshold? Lock these specifications into your manufacturing agreement and tie them directly to your acceptance sampling plan.
The difference between a predictive pilot and an optimistic prototype comes down to honest stress and clear exits. Suppliers who resist objective criteria or rushed timelines are signaling that their internal processes can’t sustain the rigor your brand requires.
Governance Is Your Hedge Against Variability Across SKUs and Firmware
Amplifier programs don’t remain static. Components become obsolete. Firmware updates add features or fix bugs. Manufacturing processes evolve. Every change introduces risk. Change control transforms that risk from an unknown variable into a managed process.
Professional change control begins with documentation. When a supplier needs to substitute a MOSFET or adjust a reflow profile, your agreement should require advance notification with technical justification and validation data. Engineering Change Orders and Process Change Notifications shouldn’t arrive after the fact—they should trigger review cycles before implementation.
Firmware and version control deserve equal rigor. Every firmware release should come with test reports showing regression testing results, compatibility verification with existing hardware revisions, and clear release notes that your technical team can audit. Version mismatches between hardware and firmware represent a common and preventable failure mode in amplified audio products. Configuration management frameworks treat baseline control as foundational governance—protecting system performance and compliance through disciplined change evaluation.
Access to test data and design artifacts should be contractually guaranteed. When problems surface during production or in the field, your team needs immediate access to schematics, bill of materials with exact part numbers and date codes, test procedures, and measurement results. Suppliers who treat this information as proprietary are making post-production problem-solving unnecessarily difficult.
Design-for-manufacturing collaboration and tooling buffers represent the practical application of governance principles. When your engineering team proposes a design change, the supplier should provide DFM feedback within defined timelines—typically 48-72 hours for minor changes, one to two weeks for substantial redesigns. Tooling modifications should follow the same discipline: documented scope, realistic timelines, and contingency buffers that account for iteration.
Research on project management demonstrates that formal change control processes significantly reduce cost overruns and schedule delays compared to informal coordination. In amplifier manufacturing, where critical component lead times can extend significantly based on market conditions and design windows are measured in quarters, disciplined change management determines whether products reach market on schedule or miss their revenue targets entirely.
For technical teams evaluating DFM readiness: DFM Inputs for Amplifiers: The Eight Specifications That Most Affect Yield
Fit vs. BOM: A 2×2 Decision Quadrant for OEM Amplifier Sourcing
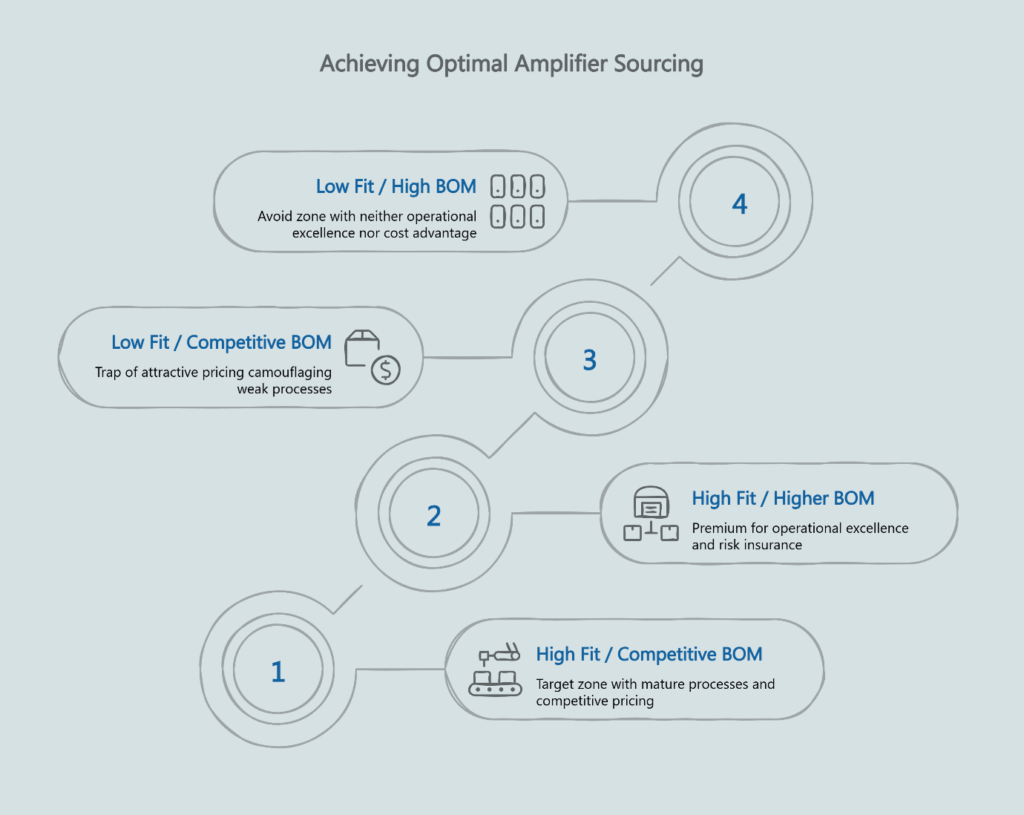
Strategic sourcing decisions map cleanly to a simple framework. Plot suppliers on two axes: capability fit (vertical) and BOM competitiveness (horizontal). Four quadrants emerge, each with distinct implications for total program cost and risk.
High Fit / Competitive BOM (Upper Left): This is your target zone. The supplier demonstrates mature QMS processes, validated reliability protocols, responsive change control, and reasonable MOQ and lead-time policies—while pricing remains market-competitive. Scale your volume here. These partnerships compound value across multiple product generations.
High Fit / Higher BOM (Upper Right): The premium is your risk insurance. While unit costs run 5-10% above alternatives, the supplier’s operational excellence prevents the hidden costs that destroy margins. Total landed cost—including NRE amortization, reduced engineering rework, lower warranty exposure, and faster time-to-market—often makes this quadrant the most economical choice for complex or high-reliability amplifier platforms.
Low Fit / Competitive BOM (Lower Left): This is the trap. Attractive pricing camouflages weak processes. You’ll recover the “savings” through firefighting: expedited component purchases when the supplier’s forecasting fails, re-validation cycles when undocumented changes break compliance, air freight to recover from schedule slips, and field returns that damage brand equity. The 5% BOM advantage costs you 15-25% in total program expense.
Low Fit / High BOM (Lower Right): Avoid. The supplier offers neither operational excellence nor cost advantage.
Use this quadrant as a discussion tool with cross-functional teams. Product management, procurement, and quality often optimize for different variables. The 2×2 creates shared language for debating trade-offs. Finance teams understand risk-adjusted total cost. Engineering teams recognize the governance they need to execute reliably. Procurement teams can advocate for capability-first evaluation without abandoning cost discipline.
Applying the Fit-First Model in Your Next RFQ
Shift supplier evaluation from a price comparison to a capability audit. Build your Request for Quotation around evidence requirements, not just specifications and volume commitments.
Minimum evidence pack to request:
- Last three CAPA reports with root-cause analysis and closure verification
- Incoming inspection plan for amplifier-critical components (semiconductors, magnetics, electrolytics)
- Reliability test plan with quantified acceptance thresholds and sample sizes
- Change control SLA: notification timelines for ECOs and PCNs, plus test data access protocols
- Golden sample criteria documentation: electrical, thermal, and cosmetic specifications with measurement methods
- Pilot program proposal: run quantities, stress testing requirements, and objective exit gates
- MOQ and lead-time bands for typical forecast variability (±20%, ±40%)
Sample acceptance thresholds worth specifying upfront:
- Incoming defect rates for Class A components (target: <100 ppm)
- Process capability indices for critical dimensions (Cpk ≥1.33 for key electrical parameters)
- First-pass yield targets for pilot runs (≥95% for mature designs, ≥85% for new platforms)
- Response time for design questions and ECO feedback (48 hours for clarifications, one week for substantial DFM reviews)
These thresholds are starting points for negotiation and should be adjusted based on product complexity, volume, and application requirements.
Gate sign-off authority:
Define who approves each transition before money changes hands. Typically, your quality team signs off on incoming inspection protocols and pilot acceptance. Engineering approves golden samples and design verification. Procurement authorizes volume commitments only after these technical gates clear. This governance structure prevents commercial pressure from overriding technical readiness.
For teams new to the full manufacturing arc: Understanding the OEM/ODM Manufacturing Process: From Your Design to a Shipped Product
Choose the Pit Crew That Keeps You on Schedule, Not the Sticker Price That Stalls You
Supplier selection is ultimately a bet on execution. You’re not buying amplifiers—you’re buying a manufacturing system that will adapt to your design changes, respond to your quality requirements, and scale with your volume forecasts for the next three to five years.
The fit-first model recognizes this reality by structuring evaluation around the capabilities that determine program success: mature QMS processes that surface and contain defects systematically, reliability protocols that validate performance before customers experience failures, pilot programs that honestly predict mass-production stability, and change-control governance that transforms variability from a crisis into a managed process.
Bill of Materials cost remains important. Competitive pricing matters. But BOM is one input to total landed cost, not the output. Suppliers with high operational fit reduce the hidden expenses—engineering rework, schedule latency, quality escapes, working capital drag—that compound across every production run and every product generation.
Your next amplifier program deserves a manufacturing partner who operates like a pit crew: fast, reliable, and coordinated under pressure. Evaluate suppliers through that lens. Request evidence of their systems. Define objective gates. Choose the partner whose governance capabilities support your brand’s quality standards and schedule commitments, not just the lowest number on a spreadsheet.
Explore more guides from China Future Sound on supplier selection and private-label governance, or review our amplifier platform options.
Disclaimer: This article provides general information about OEM supplier evaluation frameworks for educational purposes. It does not constitute professional advice for specific sourcing decisions. Readers should consult qualified procurement, quality, and engineering professionals when making supplier selection and contract decisions for their particular amplifier programs.
Our Editorial Process
The China Future Sound Insights Team researches manufacturing topics through a combination of industry experience, technical documentation review, and consultation with quality and engineering professionals. We prioritize clarity and practical utility, translating complex manufacturing concepts into actionable guidance for brand teams and product leaders.
Our content undergoes review for technical accuracy and alignment with established quality frameworks (ISO 9001, reliability engineering standards, and automotive-grade process controls adapted for audio manufacturing). We cite authoritative sources where specific claims require external validation and distinguish between widely accepted practices and context-dependent recommendations.
We do not provide supplier recommendations or endorse specific manufacturers. Our goal is to equip readers with evaluation frameworks and governance principles that support informed decision-making for their unique program requirements.
About the China Future Sound Insights Team
The China Future Sound Insights Team distills complex manufacturing topics into clear, helpful guides. Reviewed for clarity and accuracy; informational only, not a substitute for professional advice.



