

📌 Key Takeaways
Design for Manufacturing prevents late-stage surprises that trigger rework loops, compress schedules, and force missed launch windows.
- Prevention Costs 100x Less Than Cure: Design changes cost 1x at concept phase, 100x during production, and 1000x if defects escape to customers through recalls and brand damage.
- Three Questions Define Buildability: Can this be assembled repeatedly without heroics, pass inspection without debate, and survive shipping without containment plans.
- Specification Ambiguity Creates Schedule Debt: Unclear tolerances, cosmetic standards, and test criteria discovered during pilot builds consume the exact production capacity needed for launch ramp.
- Manufacturability Reviews Belong in Specification Phase: Scheduling DFM reviews with manufacturing partners before prototypes arrive costs far less than reactive problem-solving during pilot builds.
- Action Beats Planning: Pick the top three schedule risks—typically sealing, mounting, and packaging—and force them into measurable dimensions, tolerances, and pass/fail criteria this week.
Earlier clarity prevents late surprises and protects launch timelines.
Product managers and engineering leads launching subwoofer programs through offshore manufacturing partners will gain actionable risk-reduction frameworks here, preparing them for the detailed NPI checkpoint guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
At 2:00 AM, it usually looks like a short message thread: a factory tech sends a photo of a driver that almost fits the baffle cutout, a gasket that pinches at one corner, or wiring that rubs the cone at full excursion. Then the real question lands: “Do we stop the pilot build or ship with risk?” Your Q2 launch window just evaporated.
Design for Manufacturing (DFM) represents design choices that make a product consistently buildable at target yield, with predictable cycle time. For brands launching subwoofer models through offshore manufacturing partners, DFM isn’t an engineering luxury—it’s schedule insurance. When manufacturability issues surface during pilot builds rather than initial specifications, they trigger rework loops that compress timelines, inflate costs, and often force missed launch windows.
This guide explains why DFM protects launch schedules, maps the critical checkpoints across an NPI timeline, and provides a practical checklist you can implement immediately.
The Hidden Reason Subwoofer Launches Slip: Late Manufacturability Surprises
Most schedule slips don’t originate from supplier capacity constraints or shipping delays. They emerge from preventable design decisions that looked fine on paper but created assembly problems at scale.
Consider a typical scenario: A brand orders 500 units for pilot production. The driver mounting tabs clear the baffle holes with 0.5mm tolerance in CAD. On the production line, however, environmental factors like humidity expansion and material density variation can cause pilot hole alignment to drift by 0.3mm or more. Combined with driver basket manufacturing tolerance of ±0.4mm, roughly a third of units require manual filing to achieve proper fit. What should have been a 45-second assembly step now takes four minutes per unit. The line slows to a crawl. Rework costs accumulate. Most critically, the production schedule shifts by two weeks while engineering iterates on a revised mounting solution.
These late-stage surprises aren’t inevitable manufacturing chaos. They’re predictable outcomes of insufficient manufacturability planning during the design phase. When specification ambiguities and tolerance stack-ups remain unresolved until metal gets cut and assemblies begin, schedule compression becomes unavoidable.
What DFM Actually Means in Plain Language
Design for Manufacturing focuses on making products buildable with consistency and efficiency. It’s not about achieving engineering perfection or optimizing for absolute performance. DFM emphasizes repeatability—can this design be assembled correctly the first time, every time, by production workers following documented procedures?
If you are a product manager or brand leader, DFM answers three operational questions before you commit to a launch window:
- Can this be assembled repeatedly without heroics? No special hand skills or expert judgment required.
- Can it pass test and inspection without debate? Clear, measurable pass/fail criteria eliminate subjective quality judgments.
- Can it survive shipping without an after-the-fact containment plan? Packaging design matches real-world parcel network conditions.
For audio products, this translates to practical questions: Can the driver be mounted without requiring precise angle alignment that’s difficult to verify? Will the internal wiring routing allow consistent placement without creating strain on solder joints? Can the enclosure seal properly even with normal wood grain variation? These considerations don’t compromise acoustic performance. They ensure the design specified on paper can be reliably executed on a production line.
The distinction matters because it shifts focus from theoretical optimization to practical execution. A subwoofer design might achieve excellent measured performance in laboratory conditions while simultaneously being difficult to manufacture consistently. DFM bridges that gap by evaluating designs through the lens of assembly reality rather than solely through performance specifications.
How DFM Saves the Launch Schedule
DFM protects timelines through several concrete mechanisms that prevent the rework loops and clarification cycles that typically compress schedules.
Preventing tooling rework after prototypes. When manufacturability issues surface during prototype review rather than pilot builds, changes can be incorporated before tooling gets cut. Modifying a CAD file costs hours. Revising a mold or fixture costs weeks and thousands of dollars. According to the “Rule of Ten” in manufacturing literature, design changes made during the concept phase typically cost 1x, while changes during production can cost 100x more. If defects escape to the field, costs can escalate to 1000x due to recalls and brand damage.
Reducing scrap and rework in pilot builds. Pilot production serves as the critical schedule milestone where designs transition from prototypes to scalable manufacturing. When pilot builds generate high scrap rates or require extensive rework, they consume production capacity and delay the SOP (start of production) date. Clear DFM specifications for tolerances, assembly sequences, and verification criteria help pilot builds achieve target yield on the first run, protecting the launch timeline.
Clarifying acceptance criteria early. Ambiguous specifications create endless back-and-forth between brand and manufacturer. What constitutes acceptable cosmetic finish? How much driver excursion variation is permissible before rejection? When these criteria get defined during the specification phase with reference samples and measurable thresholds, both parties operate from shared understanding. This eliminates the common pattern where partial shipments get rejected, requiring corrective action and re-inspection that pushes delivery dates.
Stabilizing packaging and shipping damage risk. A subwoofer that survives factory testing but arrives damaged due to insufficient packaging protection requires rework after transit. This often goes undetected until products reach the distribution center, creating a crisis just before planned retail availability. DFM review of packaging specifications—drop test requirements, corner protection, moisture barriers—catches these issues before the first shipment departs.
DFM Checkpoints Across an NPI Timeline
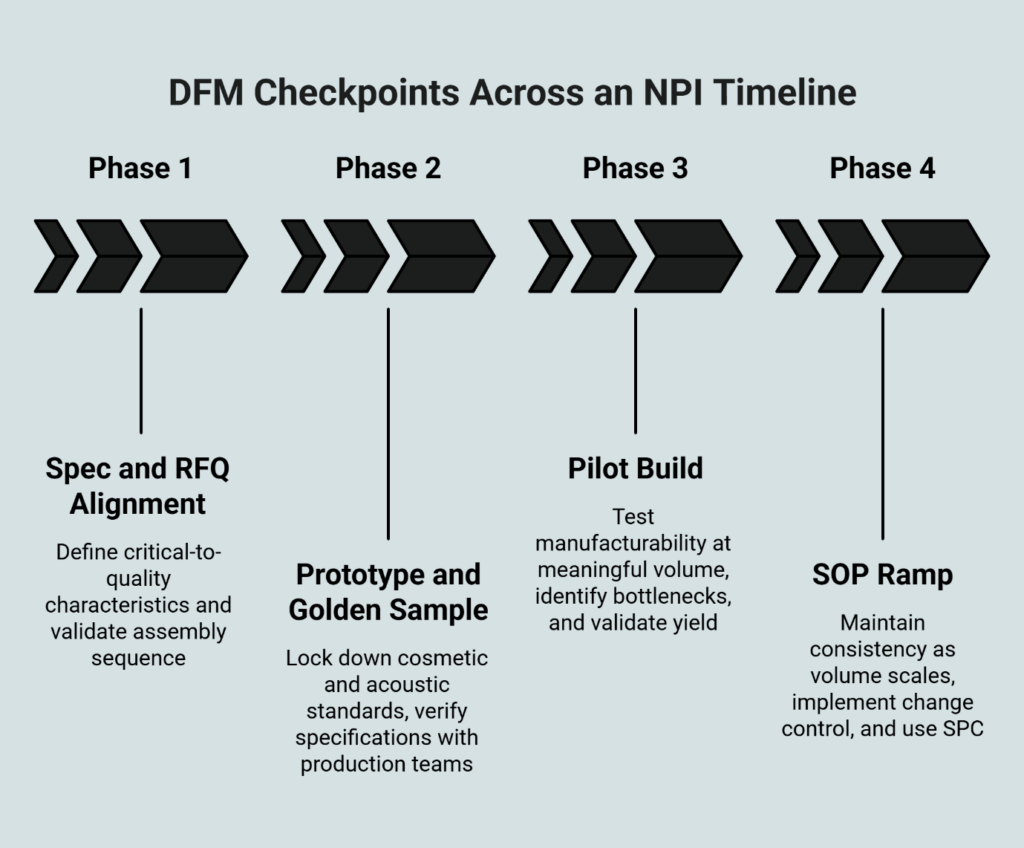
Understanding where DFM interventions prevent delays requires mapping them to the typical NPI (New Product Introduction) phases that subwoofer manufacturers follow.
Phase 1: Spec and RFQ Alignment. Before prototypes get built, specifications must explicitly define critical-to-quality characteristics. This goes beyond stating “enclosure must be sealed” to specifying measurable thresholds, such as “glue joints must achieve less than 0.05 CFM air leakage when tested at 5 inches of water pressure.” Ambiguous language at this stage multiplies into confusion during execution. Key DFM activities include tolerance stack-up analysis for mating parts, material specification with acceptable alternatives documented, and assembly sequence validation against available tooling. If you want a broader view of how this phase connects to the full offshore workflow, see Understanding the OEM/ODM manufacturing process.
Phase 2: Prototype and Golden Sample. The golden sample serves as the physical definition of “correct.” It locks down cosmetic standards, establishes acoustic performance benchmarks, and documents assembly acceptance criteria. China Future Sound uses ISO 9001:2015 certified processes and Klippel testing for acoustic validation during this phase. The DFM focus shifts to verifying that documented specifications actually produce the intended result when executed by production teams rather than engineering technicians. This distinction matters—engineers often compensate for design ambiguities through expert judgment that doesn’t transfer to line workers.
Phase 3: Pilot Build. Pilot production reveals process capability. Can the specified tolerances be achieved with available equipment? Do cycle times match estimates? This phase tests manufacturability at meaningful volume (typically 50-500 units) and exposes assembly bottlenecks that don’t appear in prototype builds. DFM metrics during pilot focus on first-pass yield, cycle time per station, and defect root cause analysis. When pilots achieve target yield, they validate that the design is production-ready.
Phase 4: SOP Ramp. After pilot approval, the focus becomes maintaining consistency as volume scales. Change control becomes critical—modifications to materials, tooling, or processes require formal review because seemingly minor changes can cascade into quality issues. DFM at this stage emphasizes process documentation, operator training verification, and statistical process control to catch drift before it becomes defects.
The DFM Checklist for Subwoofer Programs
This checklist covers the manufacturability factors that most frequently cause schedule delays in bass product launches. Use it during specification review and prototype evaluation to catch issues early.
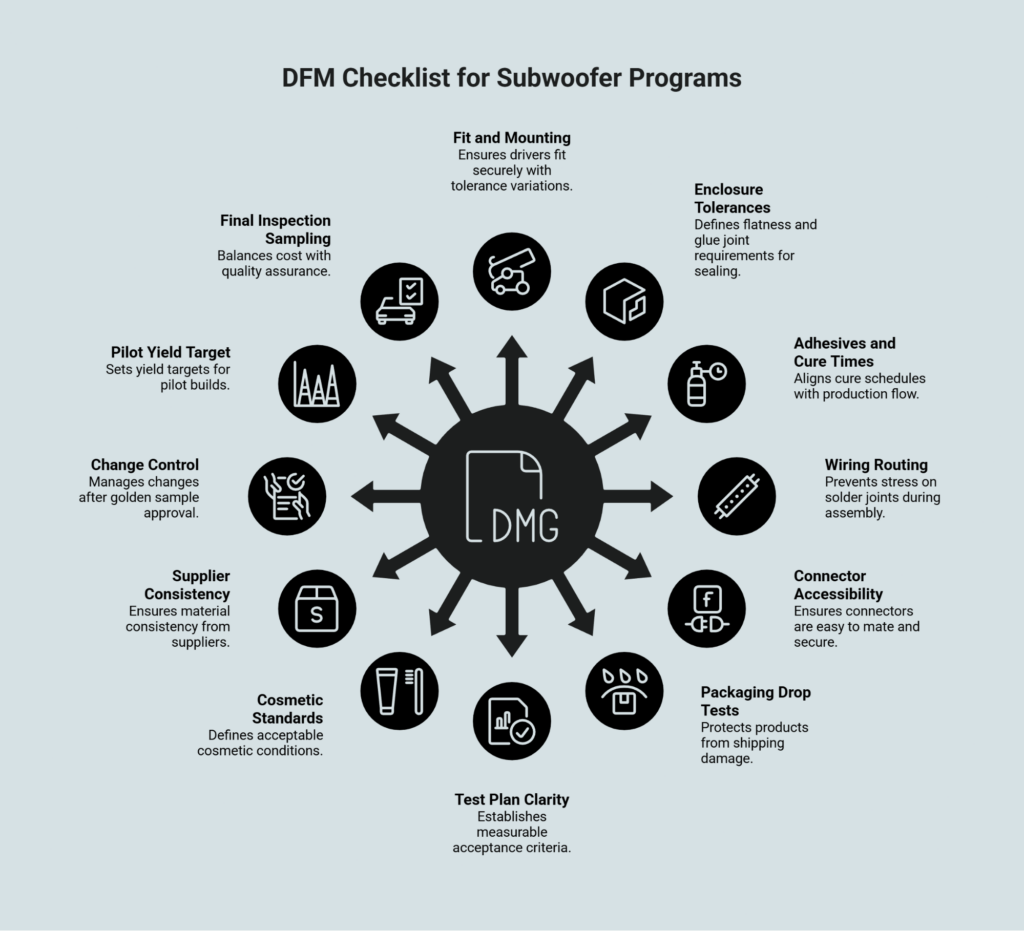
1. Fit and Mounting Interfaces
Verify that driver mounting includes clearance for basket tolerance variation. Specify fastener type, torque requirements, and gasket compression targets. Document whether alignment features (pins, ledges) are required or if hole patterns provide sufficient positioning accuracy.
2. Enclosure Tolerances and Sealing Surfaces
Define acceptable flatness for sealing surfaces and specify glue joint width requirements. MDF density variation affects screw holding strength—specify edge distance and whether threaded inserts are required for structural fasteners. For ported enclosures, document port tube fit tolerances and adhesive application methods.
3. Adhesives, Tapes, and Cure Times
Specify adhesive types with cure schedules that align with production flow. A 24-hour cure time might be acceptable for prototypes but creates line bottlenecks in production. Include environmental requirements (temperature, humidity) that affect cure behavior. Define inspection points that verify proper adhesive application before components become inaccessible.
4. Wiring Routing and Strain Relief
Document wire paths with bend radius minimums and specify routing methods that prevent stress on solder joints during assembly or shipping vibration. Internal wiring should allow assembly without requiring precise angle placement that’s difficult to verify. Specify wire management methods (tie points, routing channels, strain relief) that workers can execute consistently.
5. Connector Choice and Assembly Accessibility
Evaluate whether specified connectors can be mated and secured without requiring tool access that won’t be available in enclosure assemblies. Specify mating force requirements and verification methods. For internal connections, ensure that wires can reach connection points without creating tension after enclosure closure.
6. Packaging Drop and Impact Assumptions
Define the shipping environment through drop height, edge crush test requirements, and stacking load specifications. Test packaging protection against these requirements before committing to production quantities. Packaging failures discovered after shipment trigger expensive rework cycles and delayed market availability.
7. Test Plan Clarity and Pass/Fail Thresholds
Establish measurable acceptance criteria for electrical testing (impedance, sensitivity), acoustic testing (frequency response limits, distortion thresholds), and physical inspection (cosmetic standards with photo references). Subjective criteria like “good appearance” create rejection disputes. Specific thresholds enable consistent acceptance decisions.
8. Cosmetic Standards and Allowable Variation
Provide photo references showing acceptable and rejectable cosmetic conditions. Specify whether minor scratches on non-visible surfaces are acceptable or require rework. Wood grain variation, veneer joints, and finish texture need explicit standards to prevent subjective quality judgments that change between inspectors or shifts.
9. Supplier Material Consistency
Identify critical materials where substitution could affect performance or assembly. Specify driver parameters with acceptable tolerance bands. For enclosure materials, document whether alternate wood species or densities are permissible. Maintain a critical materials list with approved suppliers to prevent unapproved substitutions that affect consistency.
10. Change Control After Golden Sample Approval
Establish the protocol for evaluating proposed changes after golden sample acceptance. Even minor modifications—different adhesive brand, alternate fastener coating, revised wire gauge—require formal review because manufacturing changes can affect quality in non-obvious ways. Document that changes require sample builds and re-verification before implementation.
11. Pilot Yield Target and Defect Review Loop
Set first-pass yield targets for pilot builds (typically 80-95% depending on product complexity) and establish defect review meetings to address root causes. Pilot builds should generate corrective actions for systemic issues rather than just rework individual units. This ensures problems get resolved before SOP rather than becoming chronic quality issues.
12. Final Inspection Sampling Approach
Define sampling frequency for acoustic testing, electrical testing, and physical inspection. Specify whether sampling is random or focused on high-risk stations. 100% inspection isn’t always practical at production volume—establish risk-based sampling that balances cost with quality assurance. Document escalation procedures for when defect rates exceed thresholds.
DFM Is Schedule Insurance—Here’s How to Start This Week
The difference between brands that launch on schedule and those that slip repeatedly comes down to specification discipline. DFM doesn’t prevent all manufacturing issues, but it systematically eliminates the predictable ones that consume contingency time and create last-minute crises.
If you only do one thing this week, do this: pick the top three schedule risks for your subwoofer design—usually sealing, mounting, and packaging—and force them into measurable decisions with specific dimensions, tolerances, pass/fail criteria, and process steps. That replacement of hope with clarity, made early enough that changes don’t explode your timeline, is what DFM really accomplishes.
For your next launch, schedule a manufacturability review with your OEM manufacturing partner during the specification phase, not after prototypes arrive. The investment in clarity and verification upfront costs far less than the rework and schedule compression that characterizes reactive problem-solving.
Earlier clarity prevents late surprises. That’s not just a principle—it’s the practical difference between controlling your launch schedule and watching it slip away in a series of urgent messages and revised ship dates.
If you’re planning an offshore-built subwoofer line and want a build plan that holds through pilot and ramp, you can get in touch to discuss your program. Want more practical manufacturing insights? Subscribe to our newsletter for tested strategies on offshore audio manufacturing, quality control, and launch execution.
Resources
- ISO 9001 quality management systems overview (ISO)
- NIST Engineering Statistics Handbook (NIST)
- ISTA packaging test procedures (International Safe Transit Association)
- ASTM D4169 distribution testing (ASTM International)
Disclaimer: This article provides general manufacturing guidance for educational purposes. Specific DFM requirements vary by product design, manufacturing capabilities, and quality standards. Consult with qualified manufacturing engineers and your production partners to establish appropriate specifications for your products.
Our Editorial Process:
Our expert team uses AI tools to help organize and summarize complex manufacturing and supply-chain topics. Every article is reviewed and edited by a human for accuracy, clarity, and practical relevance.About the China Future Sound Insights Team: We publish practical content to help audio brands and buyers reduce risk in offshore manufacturing, from supplier selection to quality control and launch execution.
About the China Future Sound Insights Team:
We publish practical content to help audio brands and buyers reduce risk in offshore manufacturing, from supplier selection to quality control and launch execution.



