

📌 Key Takeaways
Forcing production to start before your process is proven is the fastest way to blow your launch date—pilot runs exist to catch problems before they become customer complaints.
- Prototypes Don’t Prove Process Stability: A perfect sample built by experts doesn’t mean the factory can replicate it thousands of times—only pilot runs across multiple lots reveal real production drift.
- Calendar Pressure Creates Brand Risk: Rushing to hit a launch window often converts schedule stress into field failures, warranty claims, and channel disputes that cost more than a delay.
- Lock Your Reference Samples Before Approval: Golden samples and limit samples create objective pass/fail standards—without them, quality arguments become subjective fights you can’t win.
- Traceability Enables Fast Containment: Linking every unit to its component lots and test data lets you isolate problems in hours instead of weeks when something goes wrong.
- Use a Risk Matrix to Make the Call: Scoring design maturity, pilot evidence, test coverage, and change volatility turns gut instinct into a defensible governance decision.
Treat SOP as a gate, not a goal—evidence-backed readiness protects your brand.
Product leaders managing OEM/ODM audio programs will gain a practical framework for defending launch quality, preparing them for the detailed risk criteria that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
It’s 9:00 AM on a Monday. The failed audit report loads. Your current supplier missed spec on 12% of the lot—and you approved SOP just six weeks ago.
The spreadsheet blurs. How did we get here? The prototype looked perfect. The factory said they were ready. Everyone wanted to hit the Q4 window.
Now you’re staring at a containment decision that will consume your week and threaten your launch date anyway.
In OEM/ODM audio, SOP is not just “starting the line”—it’s the moment quality becomes a governance problem. Once volume begins, process variance, component-lot variation, and change pressure can pull production away from the approved reference unit. Product leaders protect the brand by treating SOP as a gated decision backed by pilot-run evidence, signed reference samples, traceability, and a pre-agreed containment plan.
Ironically, the fastest way to miss a launch date is to force SOP before process stability is proven. Rework cycles, line stops, and supplier disputes expand dramatically when you skip the learning phases that pilot runs are designed to provide.
What “SOP” Really Means (and Why It’s a Quality Cliff, Not a Milestone)
SOP—Start of Production—marks the moment your factory shifts from learning mode to throughput mode. Before SOP, the line is optimized for finding problems. After SOP, it’s optimized for speed.
That shift matters more than most product leaders realize. SOP is a system state, not a document. A signed checklist without traceability, objective reference samples, and a containment plan is not SOP readiness—it’s a schedule declaration.
A successful prototype proves the design works. It does not prove the process works. Prototype builds hide variance because they’re hand-selected, often assembled by senior technicians, and produced in quantities too small to reveal statistical drift. The process window that looked comfortable at 50 units may collapse at 5,000.
The reality: Prototype success proves design viability—not process stability. Component lot variance, operator variance, and equipment drift only appear at scale. A prototype is a proof of concept; a pilot run is a proof of process.
When you approve SOP prematurely, you’re converting engineering uncertainty into brand risk. The defects that should have surfaced during a controlled pilot run will now surface in customer hands—or worse, in a receiving hold at your distribution center.
Why Teams Rush to SOP: The Real Pressures Driving Bad Decisions
No one rushes SOP because they think it’s a good idea. They rush because the pressures feel inescapable.
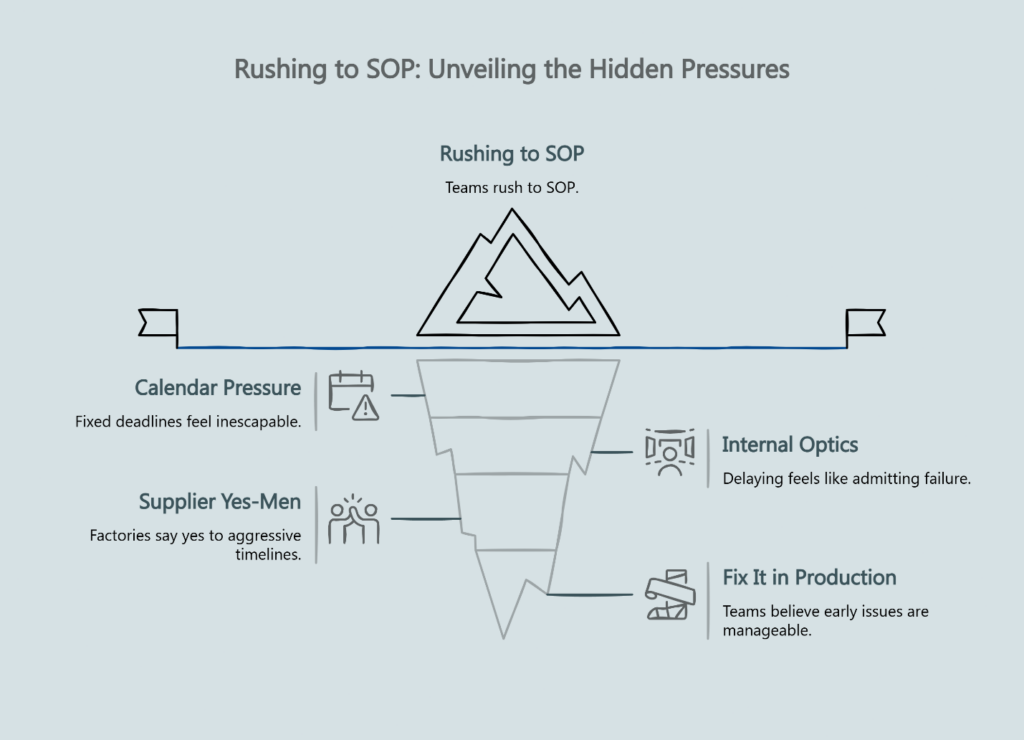
Calendar pressure dominates. Sales needs product for Q4. Marketing has already announced the SKU. The trade show is in eight weeks. These deadlines feel fixed, even when the product isn’t ready.
Internal optics create momentum. Delaying feels like admitting failure. Product managers worry about looking slow, indecisive, or overly cautious. The path of least resistance is to approve and hope.
Supplier “yes-men” reinforce bad decisions. When you ask a factory if they can hit an aggressive timeline, the answer is almost always yes. Factories are incentivized to start billing—not to tell you that your pilot data is insufficient. Black-box manufacturing compounds this: if you can’t see inside the process, you can’t evaluate the risk yourself.
The “fix it in production” trap. Teams convince themselves that early production issues are normal and manageable. But containment at volume is exponentially harder than prevention during pilot. A 2% defect rate on 200 carefully monitored pilot units (4 units) rarely stays static. Under the stress of mass production, process variance inevitably widens. Without strict containment, an estimated 2% pilot defect rate can multiply significantly at scale —potentially resulting in thousands of bad units across a typical production run, each one a field failure, warranty claim, or brand reputation hit.
The 5 Predictable Failure Modes When You Compress NPI into SOP
When pilot validation gets compressed or skipped entirely, the same failure modes appear with depressing regularity.
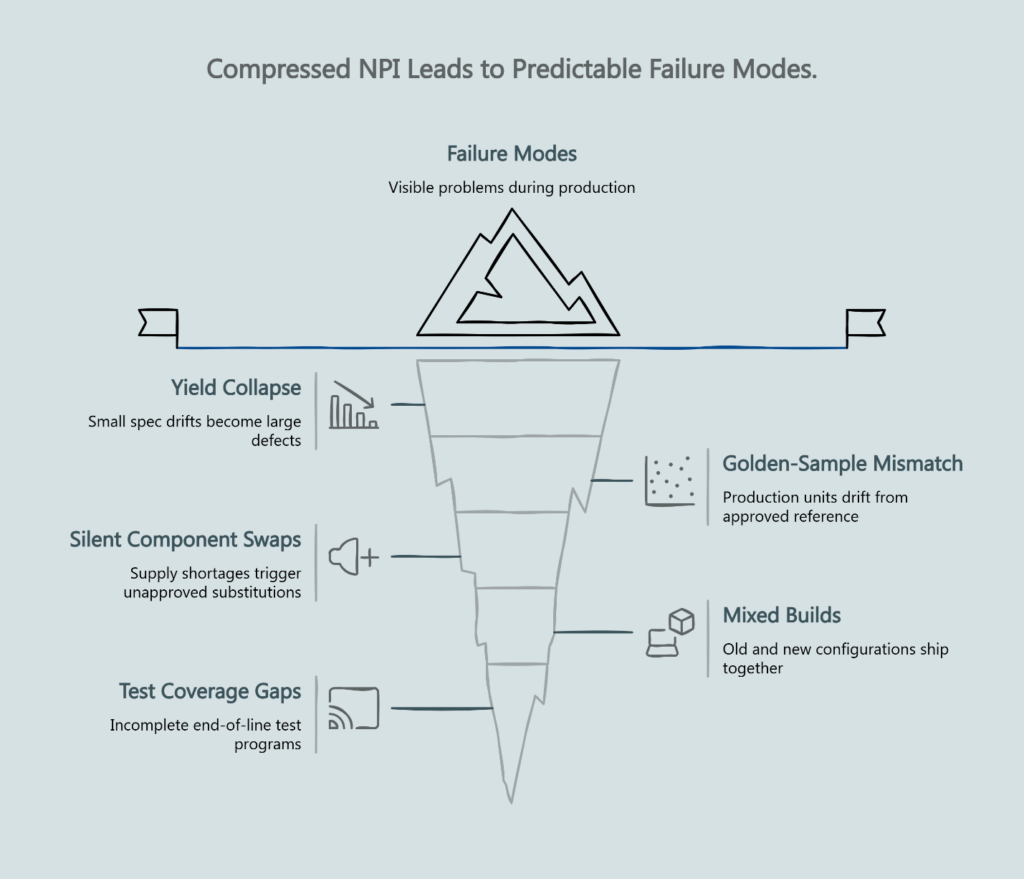
1. Yield collapse at scale. Small spec drifts that were invisible at pilot quantities become large defect rates at production volumes. A component that measured within tolerance on 50 units may drift out of spec when sourced from a different lot or assembled under slightly different conditions.
2. Golden-sample mismatch. Without a locked golden sample and defined limit samples, production units drift from the approved reference—and there’s no objective way to resolve disputes. The factory says it matches. You say it doesn’t. Neither side has documented evidence.
3. Silent component swaps. Supply shortages trigger substitutions. Without traceability controls, you may not discover the swap until field failures spike. The factory’s BOM shows the approved component; the actual boards contain something different.
4. Mixed builds during late ECOs. Engineering changes issued during ramp create inventory chaos. Without a cut-in plan and stock segregation, old and new configurations ship together. Your distribution center receives units that look identical but perform differently.
5. Test coverage gaps. Rushed timelines often mean incomplete end-of-line test programs. Functional tests pass, but reliability gates—burn-in, stress testing, accelerated aging—get shortened or skipped. The defects show up three months later as warranty returns.
The highest-risk failure mode depends on product type and architecture. High-power amplifiers often amplify the consequences of thermal variance, power-supply tolerances, and mechanical assembly consistency. Exact failure modes vary, but the pattern remains: compressed learning increases uncertainty.
Minimum Exit Criteria Before SOP: What “Production-Ready” Should Mean
Production-ready means you have evidence that the process is stable—not just confidence that it should be.
Pilot run validation. A proper pilot run (sometimes called PVT—Production Validation Testing) proves consistency across multiple builds, not just one perfect unit. You need yield data across at least two or three production lots to see whether the process window holds.
Golden sample and limit sample governance. The golden sample is your single source of truth—sealed, signed, and stored. Limit samples define the acceptable boundaries: the best unit, the worst acceptable unit, and the rejection threshold. Pass/fail thresholds should be based on objective measurements wherever possible, not “looks/feels right.” Without both golden and limit samples, quality disputes become subjective arguments.
Traceability infrastructure. Every unit should bind to its component lots and test data through barcodes or QR codes. When a field issue appears, traceability enables containment within hours instead of weeks.
Documented containment plan. Before you approve SOP, you need pre-agreed answers to critical questions: What triggers a line stop? Who has decision rights? What’s the communication protocol? What inventory gets quarantined? These decisions are nearly impossible to make well in the middle of a crisis.
The “Rush Launch” Risk Calculator
Use this matrix to translate gut instinct into a defensible governance decision. Score each factor, then follow the recommended action.
| Risk Factor | Low Risk | Medium Risk | High Risk |
|---|---|---|---|
| Design Maturity | Minor variant of proven platform | New configuration, existing architecture | New platform or unproven technology |
| Pilot Run Evidence | ≥3 builds with stable yields | 1-2 builds, acceptable yields | No pilot run or unstable yields |
| Test Coverage | Full EOL + reliability gates complete | Functional tests complete, reliability partial | Test program incomplete or unvalidated |
| Traceability Readiness | Unit/lot/component binding active | Partial traceability, manual logs | No traceability infrastructure |
| Change Volatility | Design frozen, no pending ECOs | Minor ECOs with cut-in plans | Active ECOs, no cut-in plan |
| Supplier Process Maturity | Documented QA checkpoints, audit-ready | Partial documentation, IQC/FQC only | Opaque process, no visibility |
Risk Matrix Guidelines:
- Mostly Low → Proceed with standard monitoring
- Mix of Low and Medium → Proceed with Containment (enhanced containment plan, escalation triggers, and stop-ship authority must be operationally real)
- Any High in test maturity, traceability, or change volatility → Delay for Pilot Validation (the schedule risk of proceeding exceeds the schedule cost of waiting)
A “Proceed with Containment” decision only makes sense when containment is operationally real—traceability, stop-ship authority, and defined triggers must all be in place. Without that infrastructure, “containment” becomes a slogan.
This matrix isn’t about being conservative for its own sake. It’s about making the risk visible so you can make an informed decision—and defend that decision to stakeholders.
How to Push Back Without Sounding “Anti-Launch”
SOP approval is a brand-protection gate. Framing the conversation this way keeps it constructive and prevents derailment into “engineering wants more time” territory.
Lead with brand protection, not engineering perfectionism. Executives understand reputation risk. Frame the conversation around what a quality escape would cost—not just in dollars, but in customer trust, channel relationships, and competitive positioning.
Offer two options, not one. Instead of “we need to delay,” present a choice: “We can launch on the current date with these quantified risks and this contingency plan, or we can extend by three weeks with these specific exit criteria.” Decision-makers respond better to options than ultimatums.
Use the risk calculator as a communication tool. Walk through the matrix in your cross-functional meeting. Let the data make the argument. When everyone can see that three factors are flagged High, the conclusion becomes obvious.
Sample script for executive alignment:
“We’re confident in the design. The prototype performs well. But our pilot data shows yield variance that suggests we’re not process-stable yet. If we launch now, we’re accepting a 15% probability of a containment event in the first 90 days. A two-week extension to complete PVT would reduce that probability to baseline statistical variance. I recommend we protect the brand and take the additional validation time.”
The goal isn’t to stop the launch. It’s to ensure that when you do launch, you’re not converting calendar pressure into field failures.
What to Ask Your OEM/ODM Partner Before You Approve SOP
Your manufacturing partner’s answers to these questions reveal whether they’re running a glass-box or black-box operation.
1. Traceability and containment
- How is unit-level test data stored and retrieved?
- Can shipped units be mapped back to build date, line, firmware, and critical component lots?
- What is the documented containment playbook if an issue is found after shipment?
2. Quality gates and measurement discipline
- Walk me through your IQC, IPQC, and FQC checkpoints. What gets measured at each stage? What are the pass/fail criteria? How do you handle out-of-spec findings?
- How are reference units managed (golden and limit samples), and who controls changes?
- What instruments and methods are used to validate audio performance consistency at scale?
A mature partner can answer these questions with specific process flows, not generalities.
3. Change control
- What is the ECO workflow, and how is cut-in managed?
- How are substitutions governed during shortages?
- How do you prevent mixed builds during ramp?
4. Engineering partnership
- Who owns fixture iteration, test limit tuning, and failure analysis during pilot?
- What response time and escalation path exists during ramp instability?
Partners offering OEM/ODM amplifier manufacturing services should be able to demonstrate these capabilities with documentation, not just assurances. The answers reveal whether your supplier treats quality as a system or as a slogan.
Resources
Internal deep-dives:
- Yield Targets and Containment Plans: What to Agree Before SOP
- From RFQ to SOP: OEM Amplifier Supplier Timelines That Actually Hold
- Engineering Change Control in OEM/ODM Amplifier Programs
- Amplifier Manufacturing Services: A DFM-to-Ramp Framework
- Quality Drift After the First Run
External authority sources:
- ASQ — Cost of Quality
- ISO 9001:2015 Quality Management Systems
- NBER: Product Recalls and Firm Reputation
- eCFR: 16 CFR Part 1115 — Recall Communication Requirements
Time-to-market matters. But time-to-quality is what protects brand survival. The product leaders who build lasting private-label programs aren’t the ones who launch fastest—they’re the ones who launch ready.
That Monday morning audit report? It doesn’t have to be your story. Treat SOP as a gate, not a goal. Require the evidence. Lock the samples. Document the plan.
Then launch with confidence.
Want more launch-risk frameworks like this? Subscribe to our newsletter for practical OEM/ODM guidance.
Evaluating amplifier manufacturing services and need a disciplined SOP readiness approach? Get in touch to discuss pilot exit criteria, traceability expectations, and containment governance.
Disclaimer: This content is for informational purposes and should not replace professional manufacturing or quality assurance advice specific to your program requirements.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the China Future Sound Insights Team
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



