

📌 Key Takeaways
Preventing product recalls starts long before shipping—rigorous testing during production setup protects your brand better than final inspections ever could.
- Final Checks Can’t Save You: End-of-line testing catches only what it’s designed to find—hidden flaws escape and become customer problems months later.
- Prototypes Lie About Real Production: Hand-built samples use perfect parts; mass production uses whatever’s available, and that gap creates field failures.
- Prevention Costs Less Than Fixes: Investing in upfront quality checks typically costs far less than warranty claims, returns, and lost customer trust combined.
- Demand Proof, Not Promises: Ask manufacturing partners for documented test results, part tracking logs, and change-control records—if they can’t provide these, their quality system relies on hope.
- Treat Launch as a Checkpoint: Start of production should require evidence that every quality gate passed, not just a date on the calendar.
Quality failures cost more in reputation than in repairs—invest upstream.
Brand managers and product leaders overseeing contract manufacturing will gain a clear framework for protecting their products, preparing them for the detailed NPI controls that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The QA report lands in your inbox. A field failure cluster—same symptom, different serial numbers. The conference call with your channel partner goes silent after you say “we’re investigating.”
A product recall is not a quality control issue. It is a brand event.
In the U.S., recall playbooks focus on public communication and remedies, not your internal root-cause narrative. Once the event is public, the technical defect becomes a trust problem, and speed plus credibility matter more than perfect explanation. When a private-label amplifier fails in the field at scale, the factory’s name rarely appears in the headline. Your brand does. Your channel partner pulls your SKUs. Warranty claims multiply. And the warranty budget you defended in last quarter’s review evaporates in weeks.
Most recall-scale failures are preventable. They originate not from bad designs, but from the gap between a successful prototype and stable mass production. Rigorous New Product Introduction (NPI) protocols close that gap. They function as brand insurance—shifting risk from catastrophic external failures to controlled prevention and appraisal activities before start of production (SOP).
Why NPI Is Brand Insurance, Not Engineering Overhead
Quality professionals have long divided the Cost of Quality into four categories: prevention, appraisal, internal failure, and external failure. Prevention costs cover activities like design reviews, supplier qualification, and process validation. Appraisal costs include inspection, testing, and audits. Internal failures are defects caught before shipment. External failures are defects discovered by customers.
External failure costs—warranty claims, field service, stop-ship orders, and recall logistics—routinely exceed prevention and appraisal investments, generally by significant margins. Organizations that underinvest in prevention and appraisal typically spend far more correcting field failures than they would have spent preventing them.
Final QC can detect symptoms, but it cannot rewind the recall timeline. That is why “we’ll catch it in final QC” is structurally weak as a brand protection strategy.
Direct costs tell only part of the story. Research on recall announcements has documented that product recalls destroy shareholder wealth well beyond direct remediation expense, with reputational damage often exceeding the cost of the recall itself. For private-label brands, where channel relationships and partner confidence are existential, one preventable batch can unwind years of trust-building.
Rigorous NPI shifts capital allocation upstream. It converts unpredictable external failure exposure into budgeted prevention and appraisal activities—activities you control before product ever reaches a customer.
The Recall Pathway: How Good Prototypes Become Bad Batches
A prototype that passes every bench test can still become a field failure waiting to happen. Prototypes run on curated inputs and hero attention; production runs on variability. The risk lives in the transition from development to volume production, where five failure modes consistently appear:
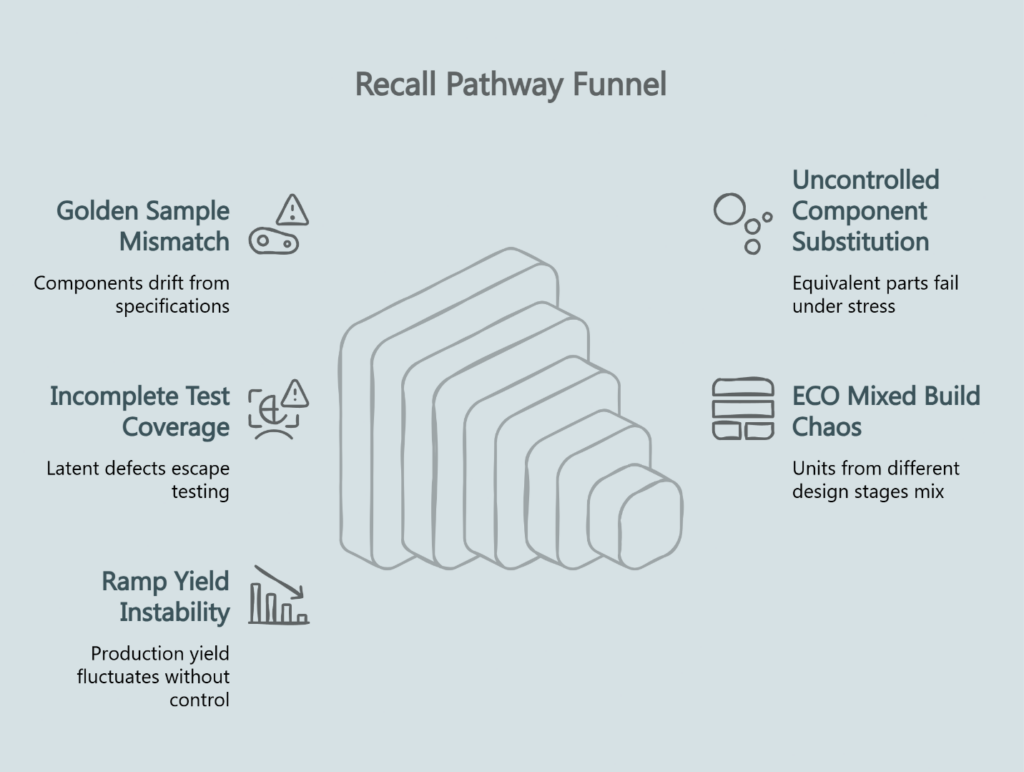
Golden sample mismatch and tolerance drift. The prototype was hand-built with cherry-picked components. Mass production uses components at the edges of specification. Without a Golden Sample approval checklist defining both nominal and boundary conditions, production units drift from the performance envelope customers expect.
Uncontrolled component substitutions. A capacitor goes on allocation. The factory substitutes an “equivalent” part without formal review. The substitution passes functional test but fails under thermal stress three months into field use.
Incomplete test coverage. End-of-line testing catches what it is programmed to catch. Latent defects—intermittent solder joints, firmware edge cases, thermal cycling weaknesses—escape if reliability gates and aging protocols are absent or perfunctory.
ECO “mixed build” chaos. An Engineering Change Order improves the design, but cut-in governance is unclear. Units from before and after the change ship in the same lot. When failures appear, root cause analysis becomes archaeology.
Ramp yield instability without containment authority. First production yield hits target. Second run dips. Third run collapses. Without pre-agreed yield targets and containment plans, the line keeps shipping while engineering debates.
Each pathway has a common feature: the problem is invisible at prototype scale and emerges only under production variance. NPI controls exist to surface these risks before SOP, not after the first container ships.
Five NPI Validation Gates That Ensure Production Readiness
Brand protection is governance. The following controls represent non-negotiable phase gates for any private-label amplifier program where reputation is at stake:
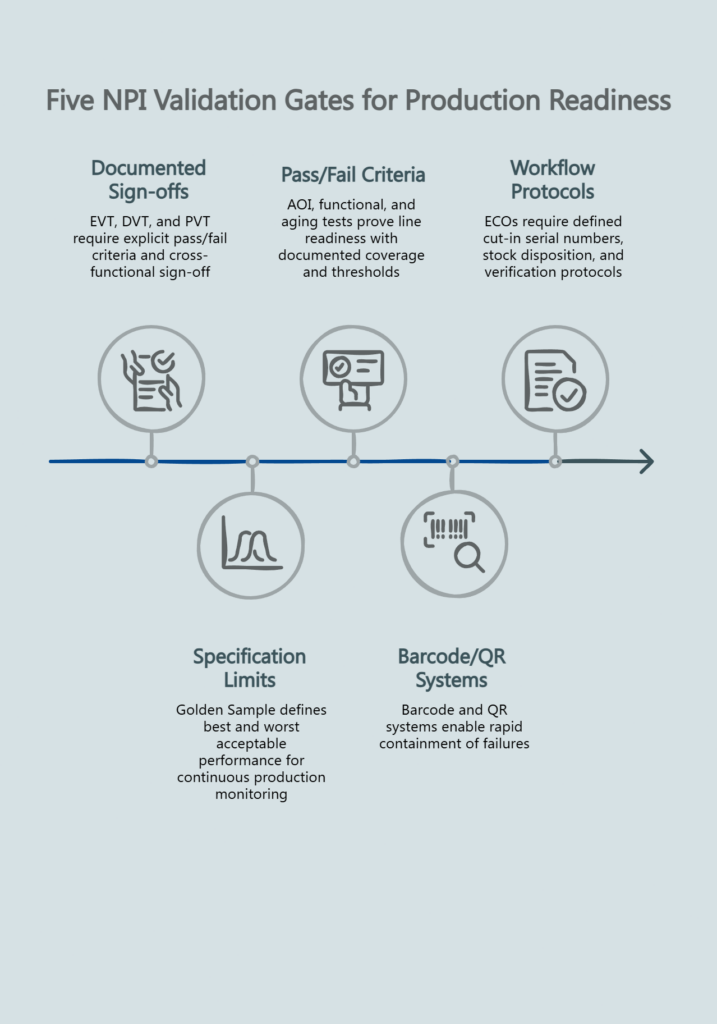
1. Phase-gate exit criteria with documented sign-offs. EVT, DVT, and PVT are not calendar milestones—they are decision gates. Each requires explicit pass/fail criteria, test evidence, and cross-functional sign-off before proceeding. Ambiguity at gate review creates ambiguity in the field. SOP must function as a permissioned release gate, not a predetermined calendar milestone.
2. Golden sample governance defining limits. The Golden Sample is not a trophy unit. It is a specification artifact that defines both “best” and “worst acceptable” performance. Production units are measured against it continuously, not once during pilot.
3. Production-ready test strategy with pass/fail criteria. AOI, functional test, and aging protocols prove line readiness—not equipment lists. Require documented test coverage maps, pass/fail thresholds, and evidence that reliability testing simulates actual field stress.
4. Validation of traceability infrastructure. Barcode and QR systems that bind serial numbers to component lots, test data, and production timestamps enable containment within hours instead of weeks. Without traceability, a failure cluster becomes a full-line recall.
5. Pre-SOP approval of ECO workflow protocols. Every ECO needs a defined cut-in serial number, stock disposition plan, and verification protocol. Mixed builds are preventable—but only if ECO discipline is contractual, not aspirational.
These controls are not engineering overhead. They are the manufacturing firewall between your brand and a public incident.
The CFO-Ready Model: Defect Cost Projection
Finance teams approve NPI investments when the math is explicit. The following model provides a defensible framework for quantifying external failure exposure.
Baseline External Failure Exposure
Annual Units × Assumed Defect Rate × Cost Per Incident = Baseline Exposure
| Cost Component | Typical Range |
|---|---|
| Unit replacement | $50–$200 |
| Support labor (per incident) | $15–$40 |
| Freight (return + replacement) | $20–$60 |
| Channel penalty / chargeback | $25–$100 |
| Lost future revenue (customer churn) | Variable |
Illustrative Calculation
Consider a 20,000-unit program with these inputs:
- Units in field (U): 20,000
- Field failure rate (F): 1.5%
- Average replacement cost (R): $85
- Support cost per case (S): $18
- Affected units requiring containment (A): 20%
- Containment/rework cost per affected unit (C): $12
Projected external failure cost = (U × F × (R + S)) + (U × A × C)
= (20,000 × 0.015 × $103) + (20,000 × 0.20 × $12)
= $30,900 + $48,000
= $78,900
This calculation deliberately excludes secondary effects like channel friction and opportunity cost. Its job is stakeholder alignment: a number substantial enough to justify the controls, and simple enough to defend.
A 10,000-unit program with a 3% field failure rate and $150 average incident cost generates $45,000 in direct external failure exposure. At 1% defect rate, exposure drops to $15,000—a $30,000 delta that often exceeds the incremental NPI investment required to achieve it.
The reputational multiplier compounds this. Academic research on supply chain disruptions indicates that the market value impact from quality failures generally exceeds direct costs, estimated in some studies to be by a factor of two to four depending on firm size, brand equity, and response time. For private-label programs dependent on retailer confidence, the multiplier may be higher.
When presenting NPI investments to Finance, frame prevention and appraisal costs against this exposure model. The question is not “can we afford rigorous NPI?” It is “can we afford the external failure cost if we skip it?”
What to Require from an OEM/ODM Partner
Promises are not proof. When evaluating amplifier manufacturing services, demand artifacts that demonstrate NPI discipline:
- Sample sign-off documentation with BOM verification, performance limits, and dual sign-off records
- Traceability logs showing unit-level binding of serial numbers to test data and component lots
- Test coverage maps with documented pass/fail criteria for AOI, functional, and aging protocols
- Reliability gate results including accelerated life testing aligned to field stress profiles
- ECO workflow documentation showing cut-in governance, stock disposition rules, and verification checkpoints
- Containment playbook with pre-authorized actions and escalation thresholds
ISO 9001 is widely used as a quality management framework to drive consistent delivery and continual improvement. Mature partners—those operating under ISO 9001:2015 with ERP/WMS systems enforcing FIFO and multi-stage inspection (IQC, IPQC, FQC)—can produce these artifacts on request. Partners who cannot are signaling that their quality system relies on promises rather than process.
For a closer look at how these capabilities come together, see China Future Sound’s amplifier production approach.
Protecting Brand Equity Before SOP
Rushing to SOP does not reduce risk. It relocates risk—from controlled internal work to uncontrolled external consequences.
A single compromised production run can permanently erode market positioning. When defending NPI rigor internally, rely on the financial model rather than technical hypotheticals. External failure costs are immediate, calculable, and structurally avoidable. The validation gates required to prevent these failures are well-established. The artifacts that prove them are strictly documentable.
Treat SOP as the moment you can prove five things with evidence: the gates were passed, the tests are meaningful, the change-management workflows are validated, the traceability systems are fully operational, and containment thresholds are predefined.
Before your next amplifier program reaches SOP, review your NPI gates, test strategy, and traceability expectations with your manufacturing partner. If the conversation surfaces gaps, you have found them at the right time.
Ready to review your program’s NPI controls? Contact our engineering team to discuss phase-gate criteria, test coverage, and traceability requirements for your next launch.
Disclaimer: This content is for informational purposes and should not replace professional manufacturing or quality assurance advice specific to your program requirements.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the China Future Sound Insights Team
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



