

📌 Key Takeaways
A perfect prototype doesn’t prove your factory can make thousands of consistent amplifiers—only verified quality checkpoints can.
- Samples Lie, Systems Tell Truth: A hand-built golden sample can pass every test while the factory lacks controls to replicate it at scale.
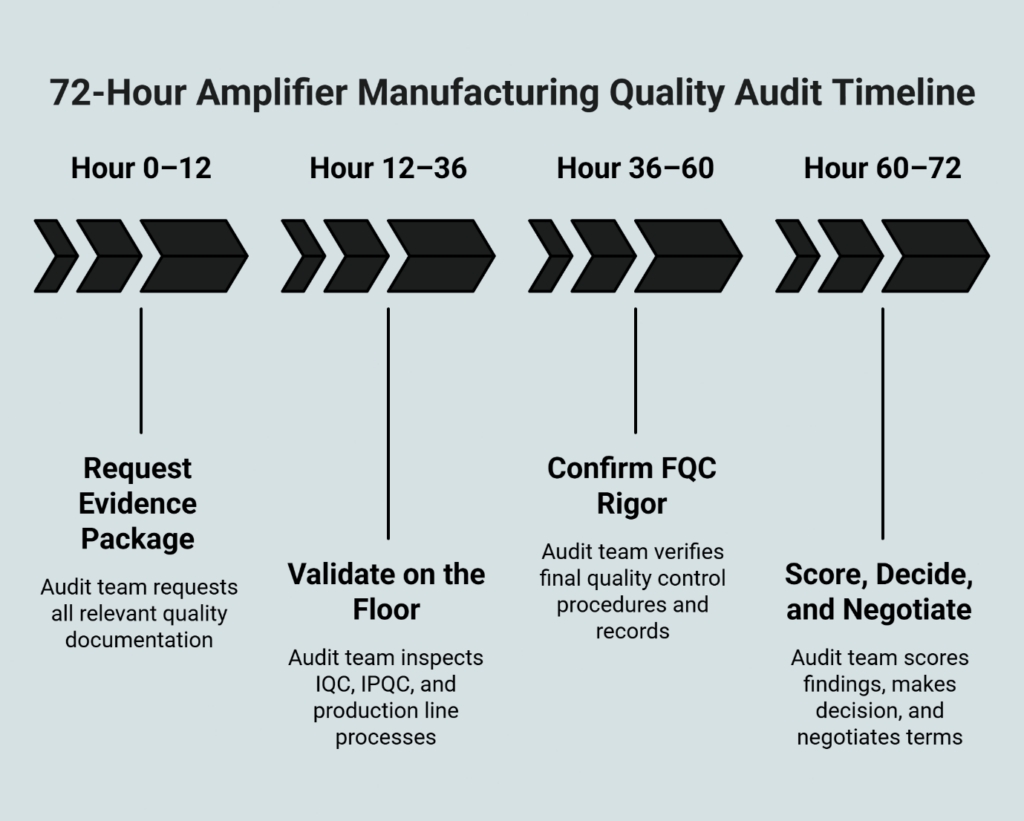
- Audit in 72 Hours: Request documents first, walk the production floor second, verify final testing third—this sequence reveals gaps before you sign contracts.
- Three Gates Guard Quality: Incoming material checks, in-process inspections, and final testing each catch different problems—skip one and defects slip through.
- Watch for Five Red Flags: Multiple conflicting documents, fake traceability labels, unlogged rework, “sounds good” testing, and surprise component swaps all signal deeper problems.
- Score Before You Commit: Rate the factory across seven categories and tie contract terms to specific quality thresholds—opinions become facts when you use a scorecard.
Verified gates beat trusted samples every time.
Distributors and product managers sourcing custom amplifiers will gain a ready-to-use audit framework here, preparing them for the detailed verification steps that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The email lands at 6:47 AM. Test failures. Delivery delay. Launch window closing.
Your previous supplier looked solid on paper. The Golden Sample passed every spec. But somewhere between that perfect prototype and the third production run, consistency vanished. Now you’re staring at a 4% field failure rate, a product team demanding answers, and a brand reputation bleeding credibility with every RMA.
You’ve been here before—or you’ve watched colleagues stumble into this trap. The pattern is always the same: trust the sample, skip the systems audit, discover the gap after the container ships. That cycle stops with what you do in the next 72 hours.
Amplifier manufacturing quality gates are the systematic checkpoints—IQC for incoming materials, IPQC during production, and FQC for finished goods—that ensure every unit matches your approved Golden Sample. Think of them like the safety inspections an aircraft undergoes at every assembly stage: no plane takes flight until every gate confirms readiness. Your amplifiers deserve the same discipline.
A useful working definition: quality gates are structured checkpoints, often aligned to ISO 9001:2015 quality management practices, that confirm production units will consistently match the approved design intent—not just a one-off sample.
Two principles to internalize before stepping into the factory. A golden sample is not a manufacturing system. A perfect prototype can coexist with unstable materials, uncontrolled rework, or weak calibration disciplines. And the evidence you collect must cover three layers: traceability (what went into the unit), process control (how it was built), and performance proof (how it was tested). For additional context on amplifier line flow and handoffs, see the amplifier production process overview and the golden sample trap.
Distributors who mandate strict, documented quality gates before signing a mass production agreement protect their launch schedules, their margins, and their brand equity.
When a 72-Hour Audit Is Essential (and When It’s Overkill)
Not every supplier engagement requires this level of scrutiny. The deciding factor is production scale and co-development depth.
If you’re white-labeling a small batch of stock amplifiers—standard SKUs with minimal customization—a condensed documentation review may suffice. The factory has built these units for other customers; the process is proven.
But if you’re scaling a custom private-label line, strict IPQC/FQC gates become a non-negotiable differentiator. Custom thermal profiles, specific SPL targets, branded DSP tuning—these introduce variables that only robust quality systems can control at volume. When your specifications diverge from the factory’s standard output, you need proof that their systems can track, verify, and replicate your exact requirements across thousands of units.
The 72-hour audit exists for these higher-stakes engagements. It’s designed to answer one question before contract signature: Can this factory consistently reproduce my amplifier at scale, or will I be chasing quality drift six months from now?
Verification Targets
Three quality gates form the backbone of amplifier manufacturing quality assurance.
IQC (Incoming Quality Control) inspects raw materials and components before they enter production. Capacitors, MOSFETs, heatsinks, PCBs—each batch should be sampled and verified against specifications. Without IQC, a single defective component lot contaminates your entire production run.
IPQC (In-Process Quality Control) monitors the production line itself. SMT placement accuracy, solder joint quality, AOI inspection results, aging test data—these checkpoints catch problems while correction is still possible, not after final assembly.
FQC (Final Quality Control) validates finished units against your Golden Sample standards. Objective measurements—power output, distortion, thermal performance—replace subjective “looks good” approvals.
The critical risk you’re guarding against: Golden Sample translation failure. A single hand-built prototype can pass every specification. The question is whether the factory’s systems can replicate that performance at 500 units, then 5,000, then 50,000. Auditable gate records are the evidence that translation is happening—or the warning sign that it isn’t.
The Non-Negotiables to Verify in 72 Hours
Before diving into each time block, here’s what your audit must confirm:
- Controlled specs and revisions: a single source of truth for BOM, drawings, firmware/DSP configs, and acceptance criteria
- Incoming quality discipline (IQC): vendor controls, lot traceability, and documented acceptance/rejection rules
- In-process controls (IPQC): work instructions, rework rules, ESD/torque/adhesive controls where relevant
- Final verification (FQC): functional testing and documented pass/fail thresholds tied to product requirements
- Reliability proof plan: aging/burn-in or stress screening rationale and records
The exact depth and instruments vary by OEM and program complexity, but the discipline should be visible across all five areas.
The Audit Structure: Two Parallel Tracks
A practical way to keep the audit focused is to split each time block into two tracks: document requests (what must exist and be version-controlled) and physical verification (what must be observed in real time). The audit moves through a predictable sequence: documentation request, floor verification, test proof review, and decision.
Hour 0–12: Request the Evidence Package
Your first task is documentation collection. Before you set foot on the factory floor, request materials that prove quality gates exist as documented systems, not just verbal assurances.
Document requests:
- ISO 9001:2015 certification plus their most recent internal audit report. The certificate confirms they’ve built a quality management system; the audit report shows whether they’re actually following it.
- QA organizational chart showing reporting lines. The quality team should report independently from production management—otherwise, schedule pressure overrides quality decisions.
- Process flow and control plan for amplifier production. This document maps every production step to its corresponding inspection checkpoint.
- Current BOM and approved alternates list, including critical components and substitutions.
- Latest revision history for drawings, PCB files, firmware/DSP profiles, and test limits.
- Recent inspection records (last 90 days) for IQC, IPQC, and FQC. Stale or missing records signal a system that exists on paper but not in practice.
- Sample test records with serialization demonstrating how test data links to specific units. Traceability at the unit or lot level enables root-cause analysis when problems emerge.
Physical verification:
- How the OEM controls versioning on the floor—printed instructions, tablets, station displays
- Whether “latest revision” is demonstrably enforced at the line, not only in the office
Factories with mature quality systems produce these documents within 24–48 hours. Delays or excuses at this stage predict larger problems ahead. For broader context on what to expect from the OEM/ODM process from design to shipped product, that overview provides useful framing.
Hour 12–36: Validate on the Floor
Documentation proves intent. Floor observation proves execution. Your objective during this phase is confirming that paperwork matches behavior. This block tests whether the OEM can hold tolerances and prevent “silent defects” when volume pressure rises.
Document requests:
- Work instructions for critical steps (assembly order, torque, adhesives/thermal interface, wiring routes)
- Rework and repair policy: who can touch what, what must be logged, and when a unit is scrapped
- Calibration records for tools used in measurement or assembly control
Physical verification at the IQC station:
- Observe incoming material inspection in action. Are sampling rules documented and followed?
- Check for a quarantine area where rejected materials await disposition.
- Ask how supplier defect data feeds back to purchasing decisions.
In material control:
- Verify ERP/WMS integration tracks inventory movement.
- Confirm FIFO (First-In-First-Out) discipline prevents aged components from entering production.
- Request evidence of change control—how does the factory manage component substitutions? For programs with frequent engineering changes, change control rigor is often decisive.
Along the production line:
- Walk the amplifier production process from SMT through final assembly.
- Identify IPQC checkpoints at critical stages: post-SMT AOI inspection, wave solder verification, aging/burn-in testing, end-of-line functional test. ESD discipline, fixture usage, and torque controls matter at assembly stations.
- Ask operators what happens when an in-process check fails. The answer reveals whether the quality system has teeth.
Authoritative supply chain frameworks, such as those typically outlined by government agencies like the National Institute of Standards and Technology (NIST), emphasize that structured supplier risk evaluation should examine operational evidence, not just certifications. What you see on the floor matters more than what you read in the brochure.
Where electronics assembly standards are used contractually, IPC-A-610 is widely referenced for acceptability criteria. Even when a specific standard isn’t mandated, the broader principle remains: acceptance criteria should be explicit, teachable, and consistently applied.
A practical companion for this segment is the factory evaluation checklist.
Hour 36–60: Confirm FQC Rigor
Final quality control separates factories that ship product from factories that ship your product. This phase focuses on objective testing capability and Golden Sample governance—shifting from process confidence to performance confidence.
Document requests:
- Final test procedure with thresholds, tolerance bands, and retest rules
- Evidence of test system control: software versioning, fixtures, calibration cadence, golden-unit comparisons
- Definition of yield, defect categories, and escalation rules
Physical verification for end-of-line test coverage:
- Review the test protocol for finished amplifiers. Does it cover power output, frequency response, distortion, and protection circuits?
- Verify test equipment calibration records. Uncalibrated equipment produces meaningless data.
- Understand pass/fail thresholds. Are they tied to your specifications or generic “within range” criteria?
- Observe end-of-line testing in real time. Confirm that pass/fail decisions are automated or rule-based—not negotiable at the station.
- Validate how failures are handled: containment, retest limits, and root-cause tracking.
Golden Sample governance:
- Where is your Golden Sample stored? Under what environmental controls?
- What triggers a comparison test against the Golden Sample during production?
- How does the factory detect and contain drift before it reaches your warehouse?
Factories with AP Audio Precision systems or equivalent test capability can provide objective measurements. Those relying on subjective inspection—”sounds right to the technician”—introduce human variability into every batch.
For deeper reading on production-readiness validation, review how AOI, functional test, and aging protocols prove line capability.
Hour 60–72: Score, Decide, and Negotiate Terms
With documentation reviewed and floor observations complete, you have the evidence needed for a structured decision.
Using the OEM Initial Audit Scorecard: Score the factory across seven categories:
- Quality system documentation and revision control
- IQC rigor (incoming inspection, quarantine, supplier feedback loops)
- IPQC coverage (line checkpoints mapped to amplifier process steps)
- FQC objectivity (EOL test, calibration, thresholds, retest policy)
- Traceability and containment readiness (unit/lot binding, barcode route control)
- Reliability testing capability (aging/burn-in evidence, lab capability)
- Continuous improvement signals (corrective actions, audit cadence, yield tracking)
Weight each category based on your program’s risk profile—custom designs may weight IPQC and traceability higher than standard configurations.
Negotiate operational terms:
- Define audit frequency and evidence submission schedules.
- Specify SLA requirements for inspection record availability.
- Establish exit criteria—what quality failures trigger contract review?
Contain / proceed / stop triage:
- Proceed when gates are documented, observed on-floor, and supported by records.
- Contain when gaps exist but are bounded and correctable (missing logs, unclear retest limits). Minor gaps may be acceptable with documented corrective action plans and verification timelines.
- Stop when systemic risks appear (uncontrolled revisions, “test by feel,” missing traceability). Fundamental gaps in quality systems require resolution before proceeding.
A comprehensive supply chain risk framework can guide how you weight these findings against other supplier evaluation criteria.
The 5 Red Flags: What to Treat as a Stop Sign
When any of these conditions appear during your audit, pause before proceeding:
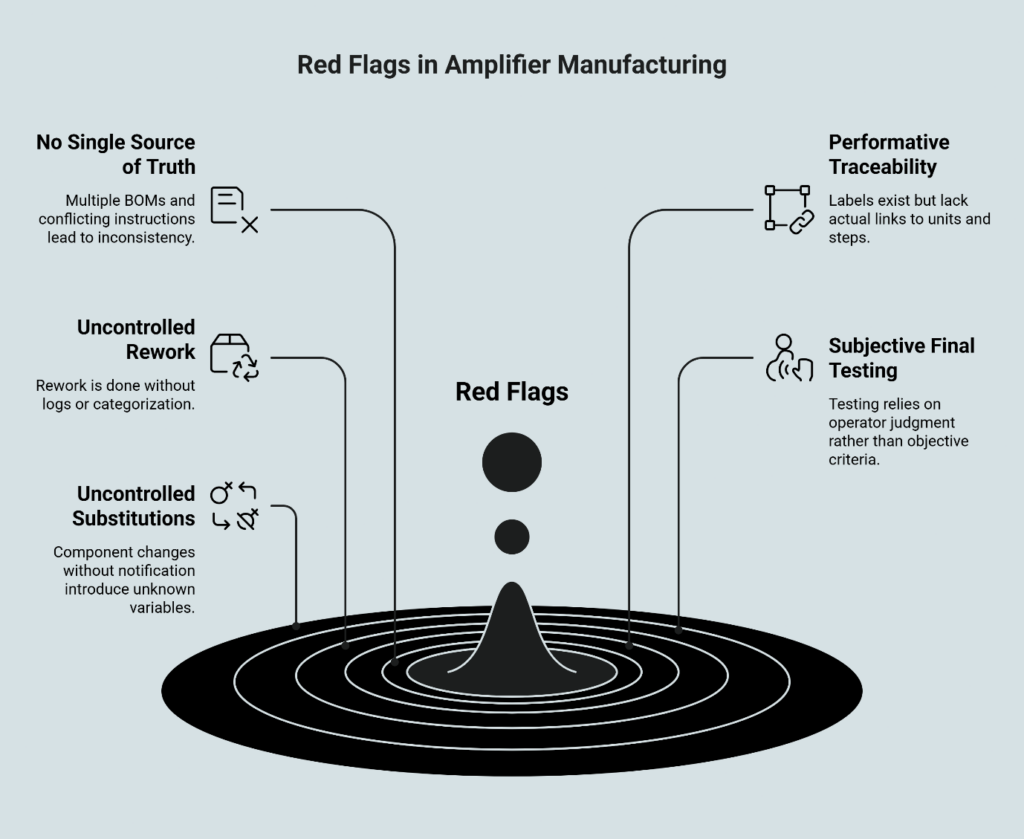
No single source of truth for revisions. Multiple BOMs, conflicting work instructions, or “ask the supervisor” processes signal systemic disorder. If the factory can’t point to one controlled document set, production consistency is wishful thinking.
Traceability is performative. Labels exist, but lots aren’t actually linked to units and steps. Without serialization linking test data to specific units, root-cause analysis becomes guesswork and containment becomes impossible.
Rework is uncontrolled. No logs, no limits, no defect categorization. Amplifiers that pass functional test can still fail under thermal stress. Burn-in and reliability testing catches latent defects before shipment.
Final testing lacks objective thresholds. “Operator judgment” isn’t a quality system. “Test by feel” isn’t a measurement method. Measurable pass/fail criteria tied to your specifications are non-negotiable.
Uncontrolled substitutions or weak change control. Component changes without notification and revalidation introduce unknown variables into your production. Industry standards like IPC-A-610 exist precisely to define objective workmanship acceptance criteria.
These red flags don’t necessarily disqualify a factory. They identify where additional verification, corrective action, or contractual protection is required before commitment.
OEM Initial Audit Scorecard
The OEM Initial Audit Scorecard translates your 72-hour findings into a structured decision tool. Use it to align stakeholders—engineering, procurement, and product management—around objective criteria rather than competing opinions.
How to use it: Score each category (e.g., 0–3) based on evidence, not intent. Then attach a one-page evidence pack: screenshots of controlled documents, photos of line controls, and sample test records.
For a question-led version of the same approach, see The OEM Audit Checklist: 50 Questions to Ask Before Signing.
The 72-hour audit won’t guarantee perfect production. No process can. But it will reveal whether your OEM partner has the systems, discipline, and evidence to catch problems before they become your brand’s problem. That visibility—earned through structured verification rather than assumed through reputation—is what separates sourcing leaders who protect their launches from those who explain their delays.
Your Golden Sample proved capability once. Your quality gates prove consistency at scale.
For OEM/ODM program discussions or a structured factory evaluation path, contact us or explore the blog library for related manufacturing and QC guides.
Disclaimer: This content is for informational purposes and should not replace professional advice. Quality management requirements vary by industry, region, and specific application.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
By: About the China Future Sound Insights Team
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



