

📌 Key Takeaways
Brand reputation in private-label audio is built on the factory floor, not in marketing meetings.
- Samples Lie at Scale: A prototype can pass every test and still fail when mass production introduces tiny shifts in parts, processes, or temperatures that add up to noticeable quality drift.
- Consistency Is a System: Premium positioning only holds when every unit performs like the approved sample—that requires engineering controls, not just good intentions.
- Traceability Protects You: Linking test data to each unit lets you find problems fast, contain damage quickly, and prove to dealers that quality control is real, not just paperwork.
- Evaluate Partners on Process: Ask manufacturers about their golden sample management, first-article approval steps, and how they catch drift—these answers reveal whether they can protect your reputation.
- Move Up the Value Ladder: Brands that invest in verified, repeatable production earn dealer trust and defend premium margins; those that don’t stay stuck competing on price.
Engineering rigor is your brand’s best insurance policy.
Distributors and program owners building dealer-owned audio brands will find a framework for evaluating manufacturing partnerships, preparing them for the supplier selection guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The sample looked perfect. The frequency response curves matched the design spec. The listening panel signed off. And six months later, field returns started eroding the exact performance signature the brand story was built on.
This is the uncomfortable reality facing private-label program owners in professional audio: the gap between what a brand wants the market to believe and what mass production actually proves. Premium positioning built on a promising prototype can collapse when that prototype’s performance fails to survive the transition to automated volume manufacturing.
For distributors building dealer-owned audio brands, this gap represents more than a quality control problem. It represents a strategic vulnerability—one that no amount of marketing polish can repair once field failures begin damaging dealer relationships and eroding the credibility that took years to establish.
Why Brand Reputation in Private Label Audio Is Won or Lost in Manufacturing
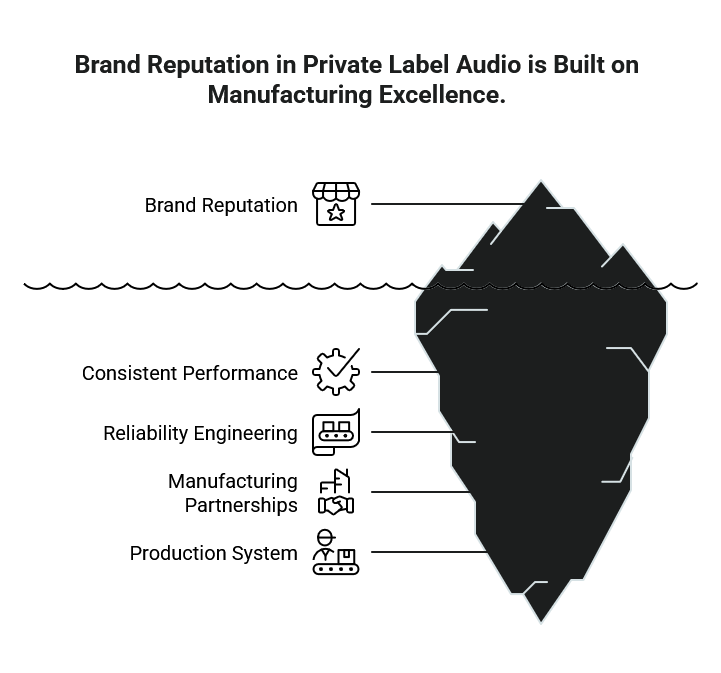
Brand equity in private-label audio is a production-system outcome, not a marketing claim. That distinction matters because it reframes where strategic attention belongs.
A dealer-owned brand earns premium positioning when installers and end users experience consistent performance across every unit they encounter. That consistency is not created by packaging design or promotional campaigns. It is created by the engineering systems that ensure what ships at volume matches what was approved during development.
Reliability engineering is not a back-room factory function. It is a market-facing brand asset. If field performance drifts after launch, the damage lands in the same place every time: warranty risk, internal stakeholder skepticism, and dealer hesitation on the next program.
” True brand equity in pro audio is built on predictable reliability and engineered containment.”
This principle separates serious private-label operators from commodity resellers. The former invest in manufacturing partnerships that treat reliability engineering as brand stewardship. The latter assume visual approval of a sample is sufficient—and discover the hard way that it rarely is.
The governing fears for private-label program owners typically include large-scale product failure, stakeholder backlash from manufacturer spec-drift, and being undercut by cheaper competitors using look-alike supply. Each of these fears traces back to the same root cause: a production system that cannot reliably replicate the performance of an approved sample.
As a general quality principle, ISO 9001 describes a quality management system as a framework that helps organizations deliver consistent products and services, control variation, and improve performance over time. That does not guarantee excellence on its own, but it reinforces a central truth: consistency is a system, not a slogan.
The Hidden Reputation Risk Inside Sample-to-Scale Translation
A prototype can pass visual inspection, perform well in limited listening tests, and still fail catastrophically when automated mass production introduces tolerance shifts, process variation, thermal drift, or uncontrolled component substitutions.
The mechanism of failure is often invisible until damage accumulates. Consider the difference between prototype assembly methods and automated production. During development, skilled technicians typically build samples with careful attention to component selection and assembly precision. When production scales, automated processes must replicate that precision across thousands of units—often with different operators, different equipment calibrations, and different component lots.
A substitute component may meet a purchasing threshold while subtly changing acoustic or electrical behavior. Thermal behavior may shift once volume production introduces process variation. None of that looks like a branding issue at first. It looks like a factory detail—until dealers start hearing differences between units.
Without explicit systems to bridge this gap, spec-drift becomes nearly inevitable. The first production run might closely match the golden sample. The fifth run, built with a different component lot or after a minor process adjustment, might drift outside acceptable tolerances. By the time field returns signal a problem, hundreds or thousands of units may already be in distribution channels.
The reputational cost compounds because dealers and installers rarely distinguish between isolated defects and systemic quality problems. A pattern of inconsistent performance—even if statistically minor—erodes the trust that premium positioning requires.
First-article discipline exists to reduce that gap. ASQ’s discussion of first article inspection describes first-article requirements as a formal way to improve planning, evaluation, and documentation before routine production. The exact implementation varies by sector, but the underlying principle translates well: the handoff from sample approval to repeatable production needs objective evidence, not optimism.
What Engineering-First Manufacturing Actually Looks Like
Engineering-first manufacturing treats reliability as a design requirement rather than an afterthought. It is an operating model built around three connected decisions that are often treated separately: validation before scale, control during scale, and traceability after scale.
At China Future Sound, the R&D team includes more than 20 people across acoustics, electronics, structure, and software. The acoustic workflow uses finite element simulation, KLIPPEL R&D testing, short-term destructive power tests, and long-term power tests. On the production side, the quality system is ISO9001-2015 aligned, with ERP/WMS FIFO control, KLIPPEL QC, golden sample management, and barcode or QR-code-linked test routing that binds test data for traceability.
Validation Before Scale
Simulation before hard commitments. Acoustic development that uses finite element simulation to model magnetic circuits and vibration systems before physical prototypes reduces the risk of discovering fundamental design problems late in development. This front-end engineering investment prevents costly iterations during production ramp.
Performance verification through systematic testing. KLIPPEL R&D testing and similar measurement systems verify that samples meet designed performance requirements with objective data rather than subjective listening impressions. Short-term destructive power tests and long-term power tests simulate actual usage environments and establish reliability baselines.
Control During Scale
Golden sample governance. A golden sample approval process establishes the single source of truth for production quality control. When combined with KLIPPEL QC systems, golden samples enable automated consistency verification against documented benchmarks.
Multi-stage inspection architecture. Quality systems built around IQC (incoming quality control) for raw materials, IPQC (in-process quality control) during production, and FQC (final quality control) for finished goods create multiple checkpoints where drift can be detected and contained before reaching customers.
Traceability After Scale
Test data binding to units. Barcode and QR-code systems that bind test data to individual units or production batches enable rapid root-cause analysis when problems do occur. This traceability protects brand reputation by enabling fast containment and demonstrating to stakeholders that quality governance is systematic rather than reactive.
The NIST supply chain traceability framework describes traceability as the structured recording, linking, and querying of manufacturing data so stakeholders can verify provenance and assess supply-chain integrity. Traceability is not paperwork overhead; it is infrastructure for faster verification and cleaner containment when variation appears.
The Private-Label Value Ladder: From White-Label Reseller to Engineered Brand
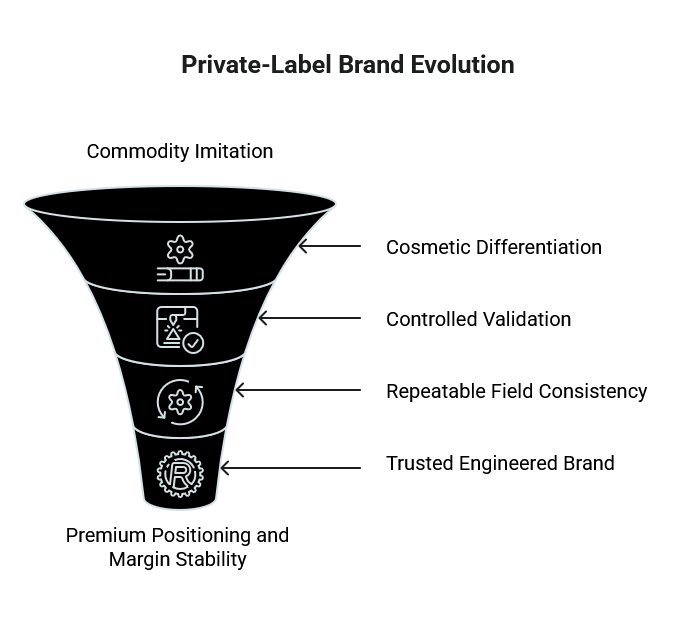
Not every private-label program competes on the same rung. The progression from commodity reseller to respected audio house follows a recognizable pattern, and each rung represents a different level of manufacturing maturity—and a different level of brand defensibility.
Commodity imitation sits at the bottom. Products are sourced based on price with minimal specification control. Brand differentiation exists only in logo placement. Margins compress as competitors access identical supply.
Cosmetic differentiation adds surface-level customization—different colors, branded packaging, perhaps minor acoustic tuning. The underlying product remains generic. Differentiation is easily copied.
Controlled validation introduces systematic quality gates. Golden sample governance establishes performance benchmarks. Incoming inspection catches component drift before it reaches production. The brand begins building a track record of consistency.
Repeatable field consistency emerges when manufacturing systems reliably produce units that match approved samples across extended production runs. Dealers and installers begin associating the brand with predictable performance. Trust accumulates.
Trusted engineered brand represents the destination. Engineering rigor becomes a recognized attribute of the brand itself. Premium positioning is defensible because it rests on demonstrated field performance rather than marketing claims.
This ladder logic links manufacturing rigor to dealer trust, dealer trust to field consistency, and field consistency to the brand authority that supports premium positioning and margin stability. Engineering rigor creates distance from all three weak competitive positions that threaten private-label programs: the legacy supplier that is merely “good enough,” the volume-first manufacturer, and the design-forward story that lacks production discipline.
How to Evaluate Whether a Manufacturing Partner Can Protect Your Reputation
A good evaluation conversation is signal-led, not price-led. Evaluating manufacturing partners through a reputation-protection lens requires looking beyond price sheets and capacity claims. The meaningful signals relate to operational maturity and quality governance.
First-article approval logic. Can the supplier explain their first-article approval framework clearly? The presence of documented acceptance criteria—yield thresholds, test coverage requirements, validation protocols—indicates systematic thinking about the prototype-to-production transition.
Golden sample governance. Does the supplier maintain golden samples with documented management procedures? How do they use these samples in ongoing production quality control? Suppliers who view golden samples as a one-time approval artifact rather than a living reference for consistency control may struggle to prevent drift.
Test data binding. Do they bind test data to individual units or batches? The ability to trace a field return back to its production lot, component sources, and test results dramatically reduces the time and cost of root-cause analysis. It also demonstrates a quality system designed for accountability.
Spec-drift detection and containment. Can they describe how they detect and contain spec-drift when it occurs? The answer reveals whether quality governance is proactive or reactive—and whether the supplier views drift as an inevitable nuisance or a controllable risk.
Repeatability orientation. Is their quality system designed for repeatability, or is it built for presentation? Some suppliers invest heavily in capabilities that impress during factory visits but contribute little to production consistency. Others prioritize the less visible systems—process controls, training programs, measurement discipline—that actually determine long-term quality performance.
It also helps when engineering and sourcing can stay aligned on qualification logic rather than arguing late in the program about what “ready” means. Adjacent guidance such as Aligning Engineering and Procurement Priorities belongs in the same conversation.
For a broader supplier selection framework that addresses these evaluation criteria systematically, resources exist that help align engineering and procurement priorities around quality outcomes rather than unit price alone.
Why This Matters Before Your Next Fiscal-Year Brand Plan Locks In
Strategic brand planning for the next fiscal year typically locks in supplier relationships, product roadmaps, and quality expectations that will govern program performance for twelve months or more. The decisions made during this window determine whether a private-label program advances up the value ladder or remains vulnerable to the risks that commodity sourcing creates.
The question is not whether engineering-first manufacturing costs more than commodity sourcing in the short term. The question is whether the alternative—building a premium brand story on an unverified production foundation—represents an acceptable risk to dealer relationships, warranty exposure, and long-term brand equity.
Future-ready private-label brands are not protected by stronger storytelling alone. They are protected when the manufacturing handoff is strong enough to keep the story true after launch.
For private-label program owners who want to become respected category operators rather than opportunistic resellers, the strategic case for engineering-first manufacturing rests on a simple principle: sustainable brand equity in professional audio requires production systems that ruthlessly enforce approved tolerances, not just aggressive distribution.
The next step is not a purchase decision. It is an education process—understanding how amplifier manufacturing capabilities translate into the production consistency that brand reputation requires, and how to evaluate whether a potential manufacturing partner can deliver on that promise. For teams ready to browse options, explore the catalog to continue evaluating how manufacturing depth supports a stronger private-label program.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the China Future Sound Insights Team:
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



