
📌 Key Takeaways
Barcode route control stops bad units from shipping by forcing every product through logged checkpoints before it can move forward.
- Golden Samples Prove Nothing at Scale: One perfect test unit doesn’t mean thousands will match — production pressure creates shortcuts that only show up in warranty claims or recalls.
- Barcodes Need Real Enforcement: A barcode label without hard-lock gate logic is just a sticker — the system must physically block units from advancing without a logged pass at each checkpoint.
- Attach Real Test Data, Not Just Pass/Fail: Each unit’s barcode should link to actual measurements like frequency response and distortion readings, not just a checkbox, so you can trace problems to specific units instead of recalling entire batches.
- Pilot Before You Scale: Run a small production lot first and check every unit’s barcode trail for missing timestamps, skipped stations, or batch-only records — gaps here mean route control isn’t real.
- Ask Who Owns the Data: If no one inside the factory clearly owns the route-control system and its rules, the whole process is fragile and easy to bypass under pressure.
No barcode system protects your brand unless it physically blocks bad units and logs the proof.
Brand managers and sourcing teams evaluating OEM audio partners will gain a practical checklist for separating real quality enforcement from cosmetic compliance, preparing them for the detailed framework that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Your golden sample passed. Every spec checked out.
The amplifier hit its frequency targets, cleared distortion thresholds, and earned the approval stamp. Six weeks later, production is at volume — and the units shipping to your dealers don’t sound like that sample anymore.
Where did the drift start?
If you source amplifiers for a dealer network or manage a private-label audio program, you’ve likely lived this. The root cause is rarely one catastrophic failure. It’s the accumulation of small tolerance shifts — spec-drift — that compound when QA gates can be bypassed under production pressure.
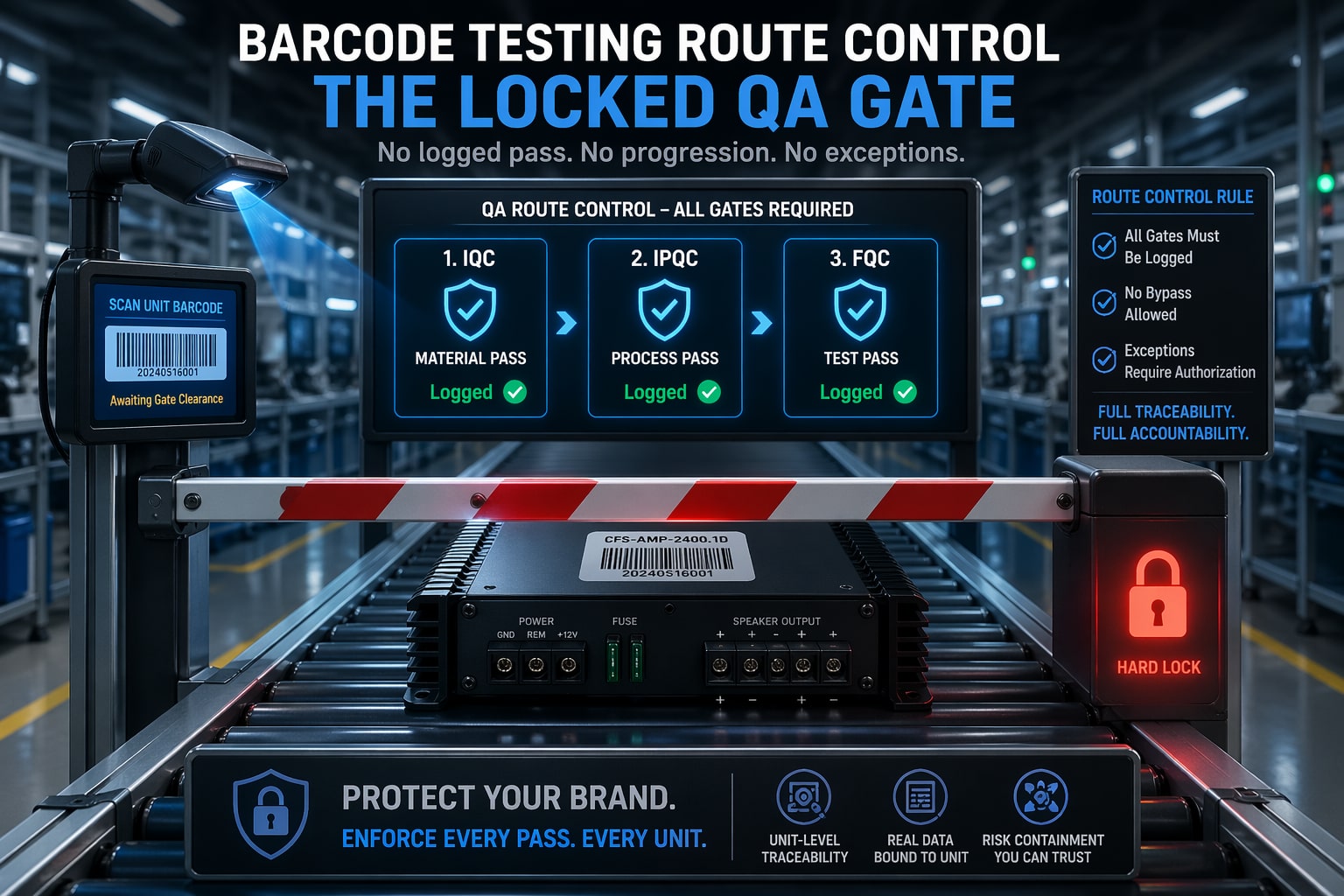
Barcode testing route control closes this gap. It ties each unit to a mandatory sequence of logged test events, physically preventing progression through the line without verified passes. It functions as a hard physical interlock—while it cannot guarantee acoustic perfection at the component level, it systematically prevents units that fail configured test parameters from reaching final packaging. In a high-volume environment, that makes route control less an administrative layer and more a form of reputation insurance.
This framework will help you evaluate whether your OEM partner has the digital infrastructure, gate logic, and data visibility to make route control real — not cosmetic.
Why Route Control Matters Before You Approve Another Golden Sample
A golden sample proves one thing: the factory can build one acceptable unit under controlled conditions. It does not prove the factory can enforce the same controls across thousands of units when quota pressure rises.
This is the failure mode that basic visual inspections and standard ISO checklists alone cannot catch. A line operator skips an in-process check because the station is backed up. A borderline unit gets waved through because rework would slow the daily count. None of these shortcuts show up on a certificate. They show up in your warranty data — or worse, in a broad recall that forces blind containment because you can’t trace which units were affected.
Route control turns QA from a claim into a governed system. Without it, golden sample integrity is a snapshot, not a guarantee.
Confirm the OEM Has the Digital Backbone for Route Control
Before discussing gate logic or test protocols, verify that the factory has the IT infrastructure to support barcode-driven route control. Without this backbone, any barcode layer remains cosmetic.
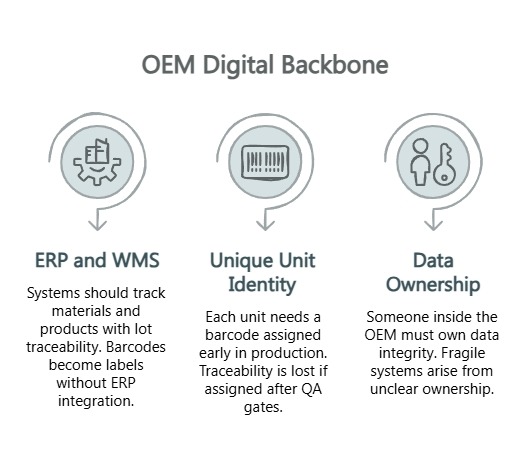
ERP and WMS readiness. The OEM’s Enterprise Resource Planning and Warehouse Management Systems should track raw materials, semi-finished goods, and finished products with strict lot traceability, typically employing FIFO or FEFO control. If the ERP cannot tie route-control logic into material and process status, barcodes become labels rather than governance tools.
Unique unit identity. Every unit entering the line needs a barcode or QR code assigned at the earliest production stage. Ask whether the code is assigned before or after the first QA gate — if it’s after, you have a traceability blind spot at intake. At minimum, the OEM should demonstrate that a unique identity follows each unit through the line and connects to the records that matter: incoming materials, in-process status, final status, and test outputs.
Data ownership. Someone inside the OEM must own route-control data integrity. If QA thinks Operations owns the route logic, and Operations thinks IT owns it, the system is already fragile. A credible OEM partner should be able to explain where the route-control record lives, who can change release logic, and how changes are approved during NPI transitions.
If supplier fit is still being evaluated, it helps to review the OEM’s broader amplifier production capability and compare it against a practical factory evaluation framework.
Define the Non-Skippable QA Gates and Release Logic
The core principle is simple: a unit cannot physically advance to the next production stage without a logged “pass” at the current gate. This is the non-negotiable rule that separates enforced route control from a barcode tracking system that merely records what happened after the fact.
Your brand should define what must happen at each checkpoint. In a well-structured amplifier production environment, this typically includes IQC (Incoming Quality Control) for raw materials, IPQC (In-Process Quality Control) during assembly, and FQC (Final Quality Control) before shipment.
That single rule changes the conversation. Instead of asking whether the factory “does IPQC,” the brand team asks what record proves a specific unit was allowed to advance. Instead of accepting a pass/fail summary, the team asks what containment rule applies when the unit fails, where rework is logged, and how exceptions are approved. Better questions lead to better signals about what’s actually enforced on the line.
The release logic matters as much as the gates themselves. What happens when a unit fails? A robust system documents whether it enters a rework loop, gets held for engineering review, or is scrapped — and logs who authorized the disposition. If your OEM cannot explain its exception-handling process with specifics, the gate logic may not be genuinely enforced.
Bind Acoustic and Electrical Test Records to Each Unit
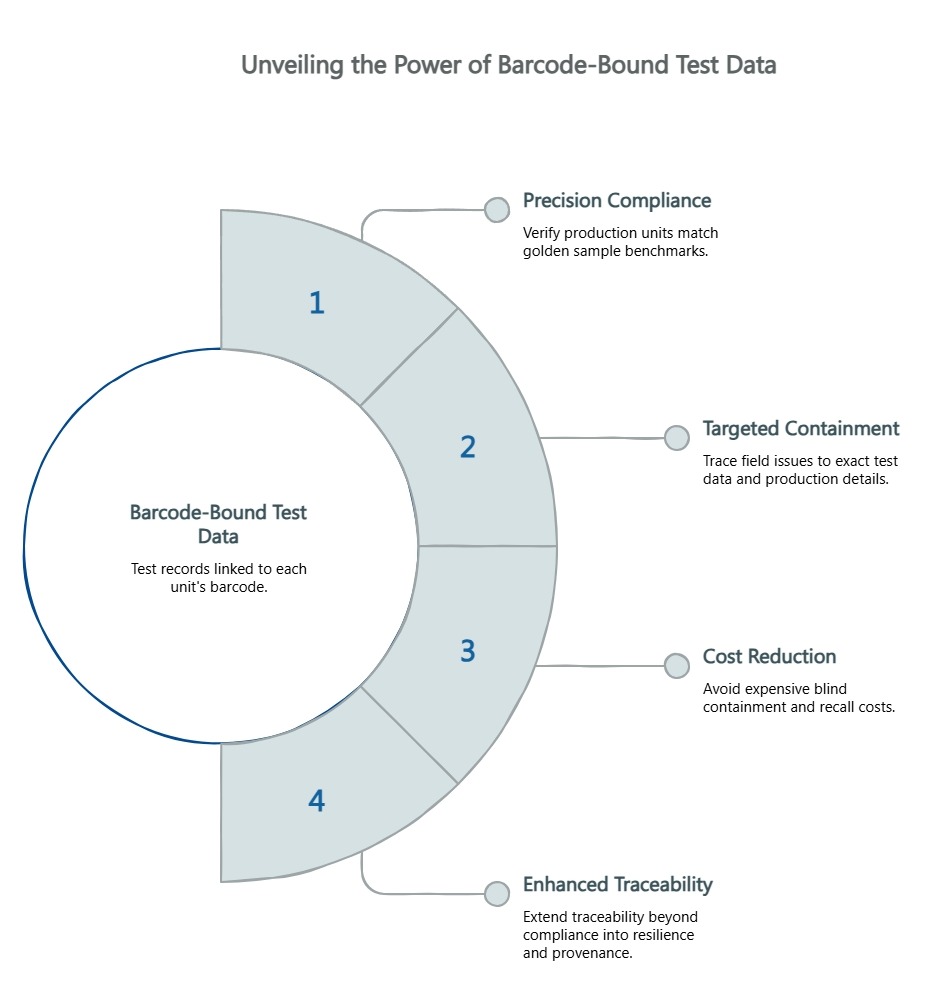
Route control becomes powerful when the barcode record holds more than pass/fail status. For audio products, the record should capture actual test data — frequency response curves, distortion measurements, impedance readings — tied to the specific unit’s barcode.
This is where measurement systems connect to the route-control architecture. For speaker and acoustic workflows, systems like KLIPPEL QC bind production data to each unit’s identity. For amplifier workflows, Audio Precision (AP)or equivalent electrical test platforms serve the same function. When test results are bound to each unit’s barcode, you gain two capabilities generic compliance paperwork cannot provide. You can verify production units match your golden sample benchmarks with measurable precision. And if a field issue surfaces, you can trace backward to exact test data, production date, and material lot — enabling targeted containment instead of a broad recall.
Blind containment is expensive. It slows root-cause work, expands recall scope, and increases total cost of ownership. That is why traceability extends beyond narrow compliance exercises into broader resilience and provenance — a perspective consistent with how NIST frames supply chain traceability as part of manufacturing transparency.
When evaluating an OEM, ask to see a pilot-lot report showing unit-level test data linked to barcodes. If the OEM can only provide aggregate batch summaries, the binding may not be granular enough for true traceability.
Pilot the System Before Full-Scale Rollout
A pilot lot is the right first step. It validates route-control execution on a small production run before committing to full-volume integration. Discovery conversations, sample evaluation, and pilot production programs are standard reduced-risk partnership mechanics before any large-scale transition.
A useful pilot should answer three questions. Can the OEM enforce gate progression under real production conditions? Can the brand team access the right visibility without chasing manual explanations? Can exceptions, rework, and approval logic be reviewed before scale?
What to review in the pilot. Request the complete barcode-linked data set for every unit. Verify that every gate shows a logged pass event with a timestamp. Confirm that test data — not just pass/fail flags — is attached to each unit record. Check whether exceptions or rework events are documented with authorization records.
Warning signs the OEM is not ready. Barcode labels with no governing release logic. Separate test files that are not tied back to unit identity. QA claims that rely on certificates but not on unit-level proof. If the pilot data has gaps — missing timestamps, units that skipped a station, or test records only at the batch level — the system is not enforcing route control. Another red flag: the OEM pushes back on sharing raw data. Visibility is the proof chain that separates engineering-led manufacturing from a commodity supplier with a barcode printer.
The Implementation Checklist for Your Next OEM Discussion
Bring these questions into your next factory evaluation or pilot-lot review.
Digital readiness
- Does the OEM operate an ERP and WMS system with FIFO controls?
- Are unique barcodes or QR codes assigned to each unit before the first QA gate?
- Can the system bind material data, process status, and test results to a single unit record?
Gate enforcement
- Is there a hard lock preventing units from advancing without a logged pass at IQC, IPQC, and FQC?
- Are exception-handling and rework loops documented with disposition authority records?
Test-data visibility
- Does each unit’s barcode record include actual acoustic and electrical measurements — not just pass/fail?
- Can the OEM produce a pilot-lot report showing unit-level test data linked to barcodes?
Audit rights
- Does the brand have direct access to route-control data?
- Is there a named data-integrity owner inside the OEM?
- Can the brand team review release logic, exception handling, and rework records during evaluation?
Pilot-lot success criteria
- Were all units in the pilot traceable through every gate with timestamps?
- Did any units show evidence of skipped stations or missing records?
- Was rework documented and authorized, not simply hidden?
- Has the OEM agreed on what success looks like before scale, including visibility, containment, and approval logic?
Use this checklist before you scale. If your OEM partner can answer every question with specifics and evidence, you have a foundation worth building on. If the answers are vague or the data is unavailable, the barcode layer is cosmetic — and your brand is exposed to the same invisible drift that a golden sample alone cannot prevent.
Explore how route control fits into the broader framework for aligning sourcing and QA protocols on the China Future Sound blog. For a broader capability review, explore car amplifiers, the catalog, or learn more about China Future Sound. When you’re ready to validate route-control readiness for a specific program, contact China Future Sound to start a discovery conversation.
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the China Future Sound Insights Team
The China Future Sound Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.



